Мдф для глубокой фрезеровки: Мдф для глубокой фрезеровки
МДФ для глубокого фрезерования — Папа Карло
Фрезеровка МДФ
Фрезеровка МДФ
Фрезеровка МДФ на данный момент один из самых популярных видов заказов для ЧПУ оборудования. Раньше можно было провести много времени при ручной обработке, т.к. материал не очень простой и ведет себя достаточно нестабильно.
Одна из первых проблем, которая возникает это ворсистость материала после обработки. Из нашего опыта можем посоветовать пару простых приемов, для получения изделия надлежащего качества.
1. Выбор самого материала для фрезеровки МДФ.. Практика обработки МДФ на ЧПУ показала, что при толщине до 16 мм, лучше покупать МДФ Российского производителя, он более плотный и ворсистость очень невысокая. При покупке материала от 16 мм лучше обратить внимание на зарубежных производителей, например Германия, он лучше чем отечественный по вышеуказанным показателям.
2. Место хранения МДФ. Если Вы покупаете материал, который лежал на улице, с вероятностью 100% он будет сырой, т. е. напитавший влагу, а МДФ ее впитывает очень хорошо. Соответственно ворсистость будет очень большой, и Вы потратите уйму времени на доработку поверхности итогового изделия.
е. напитавший влагу, а МДФ ее впитывает очень хорошо. Соответственно ворсистость будет очень большой, и Вы потратите уйму времени на доработку поверхности итогового изделия.
3. Как правильно обработать МДФ после фрезеровки ЧПУ. Чтобы справиться с ворсистостью после обработки есть два хороших метода, но все они включают работу руками наждачной бумагой. Первый, необходимо МДФ покрыть лаком, лак нужен проникающий, часто используют так называемый корабельный лак. С ним обязательно нужно выдержать технологию, задача, которая стоит перед вами – это создать плотную корку на внешней поверхности изделия. Лаком покрывается изделие три раза, каждый раз необходимо после высыхания сбить ворс, чтобы лак не нарастал на нем. Второй, можно использовать быстросохнущий грунт, на данный момент есть большой выбор таких грунтов, но, также как и с лаком надо сбивать ворс после высыхания. С грунтом работать намного приятнее и безопаснее, тем более, если вы правильно выберете цвет, то сможете на изделии увидеть все дефекты, которые можно убрать, с лаком это сделать труднее.
4. Склейка. Если Вам необходимо склеить несколько слоев, очень важно знать, что при шлифовке клеевой шов намного плотнее, чем сам материал, поэтому можно сделать большое количество никому ненужных ям на материале.
5. Инструмент. Для обработки МДФ можно использовать однозубые или двузубые фрезы, но не стоит запускать в обработку изношенные фрезы, они также поднимают ворс!
Используя данные советы Вы легко сможете изготовить качественной изделия, такие как: модели для литейного производства, модели для автомобильных форм, изделия из МДФ под покраску. Ну, а если у Вас нет оборудования или не получается сделать качественное изделие Вы всегда сможете обратиться к нам в Компанию Qmill и мы поможем Вам изготовить Ваш заказ. Изделия полученные путем ЧПУ фрезеровки Вы можете посмотреть на этой странице нашего сайта или прислав запрос на почту [email protected]
Компания Qmill уже много лет работает в направлении деревообработки. Деревообработка для нас это прежде всего качественная работа руками и грамотная работа на ЧПУ. Опыт работы с ЧПУ оборудованием позволяет многие вопросы и задачи решить в кратчайшие сроки и сэкономить на изготовлении тех или иных изделий имея стабильное, хорошее качество выпускаемых изделий. На нашем производстве стоит порядка 6 ЧПУ станков, которые решают, как единичные так и серийные задачи.
Опыт работы с ЧПУ оборудованием позволяет многие вопросы и задачи решить в кратчайшие сроки и сэкономить на изготовлении тех или иных изделий имея стабильное, хорошее качество выпускаемых изделий. На нашем производстве стоит порядка 6 ЧПУ станков, которые решают, как единичные так и серийные задачи.
Работу с интерьерами баров, гостиниц, ресторанов мы в основном осуществляем с подрядчиками, но и беремся за изготовление «под ключ». На нашем оборудования можно изготовить и объемные элементы интерьеров и плоские с возможностью художественной покраски конечных изделий. Мы изготавливаем столбы различных диаметров с резьбой и производим художественный раскрой таких материалов, как МДФ и ПФХ.
Наряду с общими задачами деревообработки мы нередко сталкиваемся с заказами на изготовление форм из модельного пластика и прототипов изделий для промышленного дизайна и макетирования, с использованием 3D оборудования мы можем производить достаточно сложные формы и поверхности любого габарита.
ПОЛУЧИТЕ ВЫГОДНОЕ
ПРЕДЛОЖЕНИЕ ПРЯМО
СЕЙЧАС
Закажите бесплатный просчет
Вашего проекта
Оставьте Ваши контактные данные
и наш специалист свяжется с Вами в
течении 20 минут
© Qmill.ru Москва 2018
+7 499 391 22 42
142411, Московская область, г.Ногинск,
дер. Молзино, ул. Советская, д. 18б
Оборудование для мебельного производства и деревообработки
Что мы не знали об МДФ
Что мы не знали об МДФ
Сообщение demonlibra » 15 дек 2010 17:56
ЧТО МЫ НЕ ЗНАЛИ ОБ ОТДЕЛКЕ МДФ
Герман ФЕРСМАН MDF (по-английски – medium density fiberboard, то есть древесноволокнистая плита средней плотности) или ДВП средней плотности сухого способа производства изготавливаются прессованием полученного путем формирования ковра из древесины, размолотой до состояния волокон, с использованием связующего.
Наряду с МДФ, плотность которой составляет от 600 до 800 кг/м3, различаются плиты, английские аббревиатуры названий которых пишутся как LDF и HDF, что соответственно означает – древесноволокнистая плита низкой (low) и высокой (high) плотности – от 200 до 600 кг/м3 и свыше 800 кг/м3.
Не всякая плита – МДФ
Древесноволокнистые плиты более гомогенны, чем древесностружечные, что делает их более подходящими для использования в изделиях мебели. И они давно полностью заменили бы собой ДСП, если бы имели одинаковую с ней стоимость.
Тем не менее, объем применения МДФ в мебели постоянно увеличивается. Так, некоторые наши предприятия уже давно производят мебель для жилых комнат из МДФ, облицованной пленками на основе поливинилхлорида. А с учетом того, что в Европе уже принята декларация о постепенном отказе от использования формальдегида, признанного канцерогеном, но пока являющегося одной из непременных составляющих связующего в древесностружечной плите, можно рассчитывать, что МДФ скоро может стать основным материалом в изделиях мебели.
Но цена МДФ напрямую зависит от плотности, и наш мебельщик, использующий ее в своих изделиях, старается приобрести более дешевую, которая, конечно же, оказывается легче. Ведь четкой границы между МДФ, ЛДФ и ХДФ практически нет, а проверку фактической плотности плит у нас не производит никто: довольствуются просто самим названием МДФ.
Но высокую твердость, почти одинаковую независимо от объявленной плотности плиты, имеют только ее наружные слои, толщиной примерно 1 мм. Глубже она сразу же резко падает почти вдвое. Фрезерование плиты по пласти вскрывает внутренний объем материала, где волокна скреплены между собой тем слабее, чем меньше его плотность. При достаточно большой глубине обработки плит МДФ, приближающихся по своим характеристикам к ЛДФ, наблюдается отслоение множества слабо связанных между собой волокон и их пучков, из-за чего не только отделка, но и их облицовывание в дальнейшем сопровождаются появлением неровностей на готовой поверхности. Это требует проведения тщательной дополнительной обработки фрезерованных участков путем термопроката или шлифования, заставляющей идти на серьезные дополнительные расходы – конечно, если стараться добиваться высокого качества отделки.
Поэтому, на круг, часто оказывается выгоднее приобрести все же более дорогую плиту МДФ, плотность которой находится на границе с ХДФ, чем более дешевую, приближающуюся к ЛДФ.
Необлицованные древесноволокнистые плиты, поступающие потребителю, имеют гладкую поверхность и не требуют дополнительного шлифования перед отделкой. Только в случае особо высоких требований к качеству последующего лакирования, например, для высокоглянцевой отделки, можно шлифовать поверхность плит шкурками зернистостью между 180 и 400 (по DIN). В любом случае, полное удаление или излишнее истончение верхней гладкой поверхности МДФ, обладающей наибольшей плотностью и твердостью, нежелательно.
При отделке это может приводить к появлению ненужного ворса или излишнему впитыванию лакокрасочных материалов в подложку.
При отделке поверхности деталей и изделий из МДФ операция крашения (подобно отделке подложек из массива древесины или шпона) исключается полностью. Прозрачная отделка применяется только в случае предварительного нанесения текстуры методами имитационной или термопечати, а также для достижения специальных эффектов – при использовании плит, окрашенных в массе уже при их изготовлении (например, в черный, желтый или кирпично-красный цвет).
Поэтому наиболее часто детали из МДФ подвергаются укрывистой отделке эмалями.
В любом случае, при выборе системы лакокрасочных материалов следует обязательно проводить эксперимент по отделке, поскольку адгезия к МДФ некоторых составов, поставляемых отдельными производителями, может оказаться неудовлетворительной.
Следует также весьма осторожно относиться к отделочным материалам на водной основе или содержащим большое количество растворителей, разбавителей и других жидких компонентов. Их впитывание в плиту через кромки и поверхности вскрытых после фрезерования рельефов объемов внутренней зоны плиты может привести к заметному разбуханию, искажению формы и короблению деталей.
Причем плоские поверхности плиты наиболее эффективно отделывать с использованием вальцовых станков, а вот наносить лакокрасочные материалы на заготовки из МДФ с выфрезерованным на их поверхности углубленным или выпуклым рельефом с помощью вальцев или наливом невозможно. Доступным остается только распыление. При этом после нанесения первого грунтовочного покрытия на фрезерованных поверхностях обязательно поднимается ворс – то есть оставшиеся прикрепленными к поверхности материала волокна или пучки волокон, поднимающиеся перпендикулярно к ней из-за действия сил поверхностного натяжения и остающиеся в этом положении после отверждения нанесенного покрытия.
При этом после нанесения первого грунтовочного покрытия на фрезерованных поверхностях обязательно поднимается ворс – то есть оставшиеся прикрепленными к поверхности материала волокна или пучки волокон, поднимающиеся перпендикулярно к ней из-за действия сил поверхностного натяжения и остающиеся в этом положении после отверждения нанесенного покрытия.
Их удаление в дальнейшем может производиться только легким шлифованием вручную или с использованием эластичных шлифовальных барабанов.
Наиболее часто применяются комбинированные, на основе кругов из лепестков шлифленты и щеток, или щеточные, состоящие из абразивонаполненного синтетического волокна.
Высокий глянец покрытия
Высокий глянец готового покрытия на поверхности МДФ достигается только при применении соответствующих отделочных материалов и при строгом соблюдении заранее проверенной технологии, заданной изготовителем лакокрасочного материала. Но, в любом случае, уже отработанные режимы нанесения и отверждения будут применимы только к плите того же качества, того же производителя и с теми же характеристиками, что и у той, на которой они отрабатывались.
Другими важнейшими факторами, определяющими высокий глянец покрытия, являются качество исходного и промежуточного шлифования, а также полное отсутствие пыли в отделочном помещении. Очищение от пыли помещений, где наносятся грунты и лаки, достигается путем их постоянной уборки, включая не только полы и поверхности оборудования, но и строительные конструкции.
Эти помещения должны быть полностью отделены от других, где проводится шлифование. Подсос пыли из них через неплотности строительных конструкций и дверей должен предупреждаться правильным расчетом объемов притока воздуха, обеспечиваемого приточно-вытяжной вентиляцией.
В последние годы довольно популярным стало использование так называемых «чистых комнат» – сооружений внутри цеха, оснащенных собственной системой приточно-вытяжной вентиляции, в которых производится нанесение покрытий и их сушка (или отверждение).
Их огромным недостатком, о котором почти всегда забывают, является необходимость предварительного подогрева приточного воздуха в холодное время года, требующего огромных затрат энергии, цена которой постоянно увеличивается. В теплое время года этот воздух должен охлаждаться, что требует наличия систем кондиционирования, о чем часто просто не идет речь.
В теплое время года этот воздух должен охлаждаться, что требует наличия систем кондиционирования, о чем часто просто не идет речь.
Почему-то лишь немногим известно, что облицовывание рельефных поверхностей, полученных на поверхности МДФ фрезерованием, термопластичными пленками с напечатанным рисунком текстуры древесины в ряде случаев может быть с успехом заменено переносом такого же рисунка на их пласти и кромки со специальной пленки методом термопечати.
Для этого используются те же мембранно-вакуумные прессы, что и для облицовывания термопластичными пленками, а полученный на плите рисунок текстуры древесины или любой фантазийный декор достаточно прочны и во многих случаях вообще не требуют последующей отделки лаками. МДФ, как правило, имеет желтовато-коричневатый цвет, который является прекрасным фоном для имитации текстуры древесины многих пород, и предварительное окрашивание поверхности перед термопечатью не требуется. Причем рисунок можно составлять из термопечатных пленок с различных текстур и цветов, вплоть до получения на подложке декоров, имитирующих мозаику, интарсию или маркетри.
Пленки эти достаточно дороги, но если учесть, что исключается необходимость нанесения полиуретанового клея и облицовочного материала, себестоимость изделий из МДФ, отделанных этим способом, повышается довольно незначительно или не увеличивается вовсе.
Метод имеет еще одно важное преимущество: при переносе под воздействием температуры красок, по сути, представляющих собой клей-расплав, ворс МДФ сцепляется с подложкой и не может подняться, что исключает необходимость в предварительном шлифовании.
Есть и другие способы отделки заготовок и деталей из МДФ с имитацией текстуры древесины. Например, метод шелкографии, уже давно применяемый, как минимум, четырьмя российскими предприятиями, продукцию которых можно увидеть во многих магазинах.
Способ отделки и используемые материалы каждое предприятие выбирает самостоятельно, исходя из особенностей и возможностей своего производства, опираясь на знания и опыт своих сотрудников, советы поставщиков материалов.
Но, начиная или развивая технологию отделки МДФ, не следует упускать из виду особенности и различия ее самой и многообразие способов достижения качества.
ЧТО МЫ НЕ ЗНАЛИ ОБ ОТДЕЛКЕ МДФ
Герман ФЕРСМАН
Фрезеровка МДФ ЧПУ в Москве
Компания располагает двумя новыми фрезерными станками высокой точности. Размеры рабочих столов составляют 1300*2500 мм.. На станках можно производить фрезеровку МДФ-листов с точностью, равной 0.01 мм.
Станки оснащены современной электроникой – контроллерами с ЧПУ (числовым программным управлением), и их работа может производится в полностью автоматическом режиме. На станках установлены 4,5-х киловатные шпиндели с эффективным воздушным охлаждением, благодаря чему достигается высокая скорость вращения – 24 000 оборотов в минуту.
Такая скорость позволяет достаточно быстро фрезеровать фанерные листы толщиной 70 мм. Исходным материалом для изготовления станины и портала послужил прочный стальной профиль, толщина которого составляет 9.50 мм. По причине значительной массы металлических деталей все вибрации, возникающие во время работы станка, эффективно гасятся.
Фрезеровка мдф на чпу цена
| Толщина, мм: | Цены на фрезеровку МДФ, руб/мп | ||
| до 500 | до 1000 | до 3000 | до 5000 |
| 3-6 | 39 | 30 | 25 | 20 |
| 7-10 | 47 | 38 | 31 | 23 |
| 12-20 | 54 | 41 | 35 | 26 |
| 21-30 | 77 | 68 | 52 | 38 |
| Задайте вопрос эксперту: | |
Цены на фрезеровку МДФ ЧПУ указаны в рублях РФ без НДС за метр погонный без учета стоимости материала. Грамотно настроенные скоростные режимы гарантируют получение практически идеальной кромки без следов гари, с отсутствием сколов и заусениц. В станках предусмотрена специальная опция Tool sensor, устанавливающая шпиндель на «0» по Z-координате. При этом толщина заготовки определяется автоматически. Перегородки из МДФ для зонирования свободного пространства в квартире либо офисеВидео ролик : Фрезеровка МДФ Наиболее часто фрезеровка МДФ на станках, оборудованных современным электронным управлением, применяется для изготовления декоративных перегородок. Эти изделия зачастую после фрезеровки требуют дополнительной одно- или двусторонней окраски. Для определения цвета используется палитра RAL, содержащая 213 основных цветов. Опционально возможно придание окрашенным поверхностям эффектов перламутр или металлик. По желанию клиент нашей компании волен выбрать любой понравившийся дизайн перегородки из 40-ка предложенных. В нашей коллекции имеются перегородки любой формы, конфигурации (составные или цельные), с наличием подсветки, инкрустации или без них, а также любых размеров. Свойства МДФИначе МДФ называют дресно-волокнистой плитой. Материал характеризуется средней плотностью, совмещая такие характеристики как высокая прочность (превосходящая прочность плиты ДСП в 1.8 раз как минимум), выделение формальдегида в безопасных для здоровья человека количествах, легкость раскроя при работе режущими инструментами. Исходным материалом для производства МДФ служит мелкая древесная стружка, которая подлежит дальнейшему прессованию. В число достоинств плит МДФ уверенно можно включить удобство обработки и шлифовки, а также быструю и качественную фрезеровку. Возможно приобретение плит МДФ с одно- или двусторонней ламинацией. Классификация МДФСуществует 2 основных критерия: по классу и сорту эмиссии. Класс эмиссии несет информацию о количестве выделяемого 100 граммовым фрагментом МДФ формальдегида. Для класса Е1 эта величина не превосходит 10 мг/100 грамм. Для Е2 – не больше 30 мг/100 грамм. Сорт говорит о качестве поверхности плит МФД. Образцы 1-го сорта вообще не имеют сколов, пятен, дефектов и царапин. Для плит 2-го сорта допустимо присутствие малозаметных сколов, дефектов шлифования и царапин. Длина последних не должна быть больше 2.0 см при максимальной глубине 0.30 мм. ГабаритыНа заказ могут быть изготовлены перегородки МДФ любых размеров. Наиболее востребованным размером является 2800х2070 мм. ТолщиныУ нас можно приобрести плиты толщиной от 6.0 до 30 мм. Чаще всего заказывают перегородки с толщинами от 16 до 18 мм. Сфера примененияПрименение МДФ не ограничивается только перегородками для зонирования помещений. Особенности фрезеровки МДФЛазерная резка по ряду технических причин не годится для МДФ, зато этот материал легко поддается механической фрезеровке. В процессе разделения материала режущим инструментом образуется пыль, которую, в отличие от стружки, можно легко удалить. Благодаря высоким показателям вязкости и эластичности заготовки МДФ не крошатся во время обработки. Современные фрезерные станки с электронным управлением позволяют получать изделия с контурами любой сложности. Особенно эффектно выглядит изготовленная таким способом кухонная мебель и дверные фасады. Фрезеровка дверных фасадов МДФСвойства МДФ и новейшие технологии фрезеровки в значительной степени способствуют увеличению спроса на мебель для кухни, изготовленную по индивидуальному заказу. Полезная информацияУслуги фрезеровки чпу дерева, стекла, фанеры, камня, мдф, композита, дсп, поликарбоната в Москве и Московской области. Адрес
КонтактыОценка статьи: Загрузка… МДФ для глубокого фрезерования wpDiscuzAdblock |
 Стоимость фрезеровки рассчитывается как сумма длин всех линий реза в макете в метрах, помноженная на стоимость 1 метра при соответствующей толщине материала.
Стоимость фрезеровки рассчитывается как сумма длин всех линий реза в макете в метрах, помноженная на стоимость 1 метра при соответствующей толщине материала.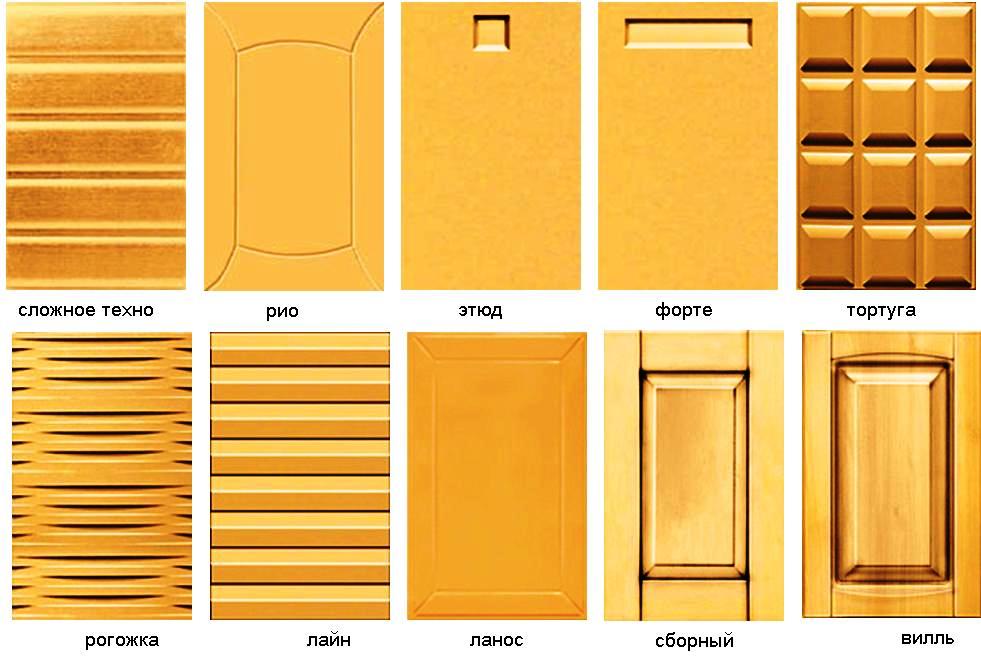
 Такие плиты маркируются аббревиатурой ЛМДФ.
Такие плиты маркируются аббревиатурой ЛМДФ. Материал активно используется в производстве торгового оборудования и рекламных конструкций, для изготовления входных и межкомнатных дверей, выставочных стендов, фрезеровка фасадов мдф на чпу и т.п. Также МДФ востребован в сфере вакуумной формы – из него производят специальные пресс-формы.
Материал активно используется в производстве торгового оборудования и рекламных конструкций, для изготовления входных и межкомнатных дверей, выставочных стендов, фрезеровка фасадов мдф на чпу и т.п. Также МДФ востребован в сфере вакуумной формы – из него производят специальные пресс-формы. Причем заказ предполагает не только указание размеров мебели, но и уникального дизайна фасада. Благодаря этому кухня, украшенная красивыми и объемными узорами, создает неповторимую и замечательную домашнюю атмосферу.
Причем заказ предполагает не только указание размеров мебели, но и уникального дизайна фасада. Благодаря этому кухня, украшенная красивыми и объемными узорами, создает неповторимую и замечательную домашнюю атмосферу.| МДФ для глубокой фрезеровки (Бельгия) | Цена за лист | Цена за кв. м м | Ед. продажи |
|---|---|---|---|
| МДФ# 16 МВ для глубокой фрезеровки (3050х1220) Spanolux | 2 653р. | 713р. | лист |
| МДФ огнеупорный (Бельгия) | Цена за лист | Цена за кв. м | Ед. продажи |
| МДФ # 6 огнеупорный (2440х1220) | 2 356р. | 790р. | лист |
| МДФ # 6 огнеупорный (3050х1220) | 2 951р. | 793р. | лист |
| МДФ # 9 огнеупорный (2440х1220) | 3 099р. | 1 039р. | лист |
| МДФ # 9 огнеупорный (3050х1220) | 3 883р. | 1 043р. | лист |
| МДФ # 12 огнеупорный (2440х1220) | 3 777р. | 1 267р. | лист |
| МДФ # 12 огнеупорный (3050х1220) | 4 875р. | 1 310р. | лист |
| МДФ # 15 огнеупорный (2440х1220) | 4 629р. | 1 553р. | лист |
| МДФ # 15 огнеупорный (3050х1220) | 5 974р. | 1 605р. | лист |
| МДФ # 16 огнеупорный (2440х1220) | 5 083р. | 1 705р. | лист |
| МДФ # 16 огнеупорный (3050х1220) | 6 340р. | 1 704р. | лист |
| МДФ # 18 огнеупорный (2440х1220) | 5 551р. | 1 862р. | лист |
| МДФ # 19 огнеупорный (3050х1220) | 7 555р. | 2 030р. | лист |
| МДФ # 25 огнеупорный (2440х1220) | 7 939р. | 2 664р. | лист |
| МДФ # 25 огнеупорный (3050х1220) | 9 944р. | 2 673р. | лист |
| МДФ влагостойкий (Бельгия) | Цена за лист | Цена за кв. м | Ед. продажи |
| МДФ# 6 влагост. (2440х1220) Spanolux | 1 369р. | 459р. | лист |
| МДФ# 6 влагост. (3050х1220) Spanolux | 1 628р. | 437р. | лист |
МДФ# 9 влагост. (2440х1220) Spanolux (2440х1220) Spanolux | 1 841р. | 617р. | лист |
| МДФ# 9 влагост. (3050х1220) Spanolux | 2 307р. | 620р. | лист |
| МДФ# 12 влагост. (2440х1220) Spanolux | 2 122р. | 712р. | лист |
| МДФ# 12 влагост. (3050х1220) Spanolux | 2 922р. | 785р. | лист |
| МДФ# 16 влагост. (2440х1220) Spanolux | 3 042р. | 1 020р. | лист |
| МДФ# 16 влагост. (2800 х 2070) Spanolux | 5 941р. | 1 024р. | лист |
МДФ# 16 влагост. (3050х1220) Spanolux (3050х1220) Spanolux | 3 810р. | 1 024р. | лист |
| МДФ# 19 влагост. (2440х1220) Spanolux | 3 683р. | 1 235р. | лист |
| МДФ# 19 влагост. (2800 х 2070) Spanolux | 7 191р. | 1 239р. | лист |
| МДФ# 19 влагост. (3050х1220) Spanolux | 4 613р. | 1 240р. | лист |
| МДФ# 25 влагост. (2440х1220) Spanolux | 4 862р. | 1 631р. | лист |
| МДФ# 25 влагост. (3050х1220) Spanolux | 6 092р. | 1 637р. | лист |
МДФ# 30 влагост. (2440х1220) Spanolux (2440х1220) Spanolux | 5 996р. | 2 012р. | лист |
| МДФ Облегченный (Бельгия) | Цена за лист | Цена за кв. м | Ед. продажи |
| МДФ# 16 облегченный (3050х1220) | 2 457р. | 660р. | лист |
| МДФ# 25 облегченный (3050х1220) | 3 992р. | 1 073р. | лист |
| МДФ# 30 облегченный (3050х1220) | 4 792р. | 1 288р. | лист |
| МДФ шлифованный Кроношпан (г.Егорьевск) | Цена за лист | Цена за кв. м | Ед. продажи |
| ХДФ # 3 (2800х2070) Kronospan | 600р. | 103р. | лист |
| ХДФ # 3 (2800х2070) односторонний белый Kronospan | 619р. | 106р. | лист |
| ХДФ # 4 (2800х2070) Kronospan | 770р. | 132р. | лист |
| МДФ # 6 (2800х2070) Kronospan | 1 020р. | 175р. | лист |
| МДФ # 8 (2800х2070) Kronospan | 1 306р. | 225р. | лист |
| МДФ # 12 (2800х2070) Kronospan | 1 826р. | 314р. | лист |
| МДФ # 16 МВ (2800х2070) Kronospan | 2 653р. | 457р. | лист |
| МДФ # 18 (2800х2070) Kronospan | 2 833р. | 488р. | лист |
| МДФ # 19 (2800х2070) Kronospan | 2 980р. | 513р. | лист |
| МДФ # 22 (2800х2070) Kronospan | 3 575р. | 616р. | лист |
| МДФ # 25 (2800х2070) Kronospan | 4 186р. | 721р. | лист |
| МДФ шлифованный Эггер | Цена за лист | Цена за кв. м | Ед. продажи |
| МДФ # 06 (2800х2070) Эггер (Россия) | 1 045р. | 180р.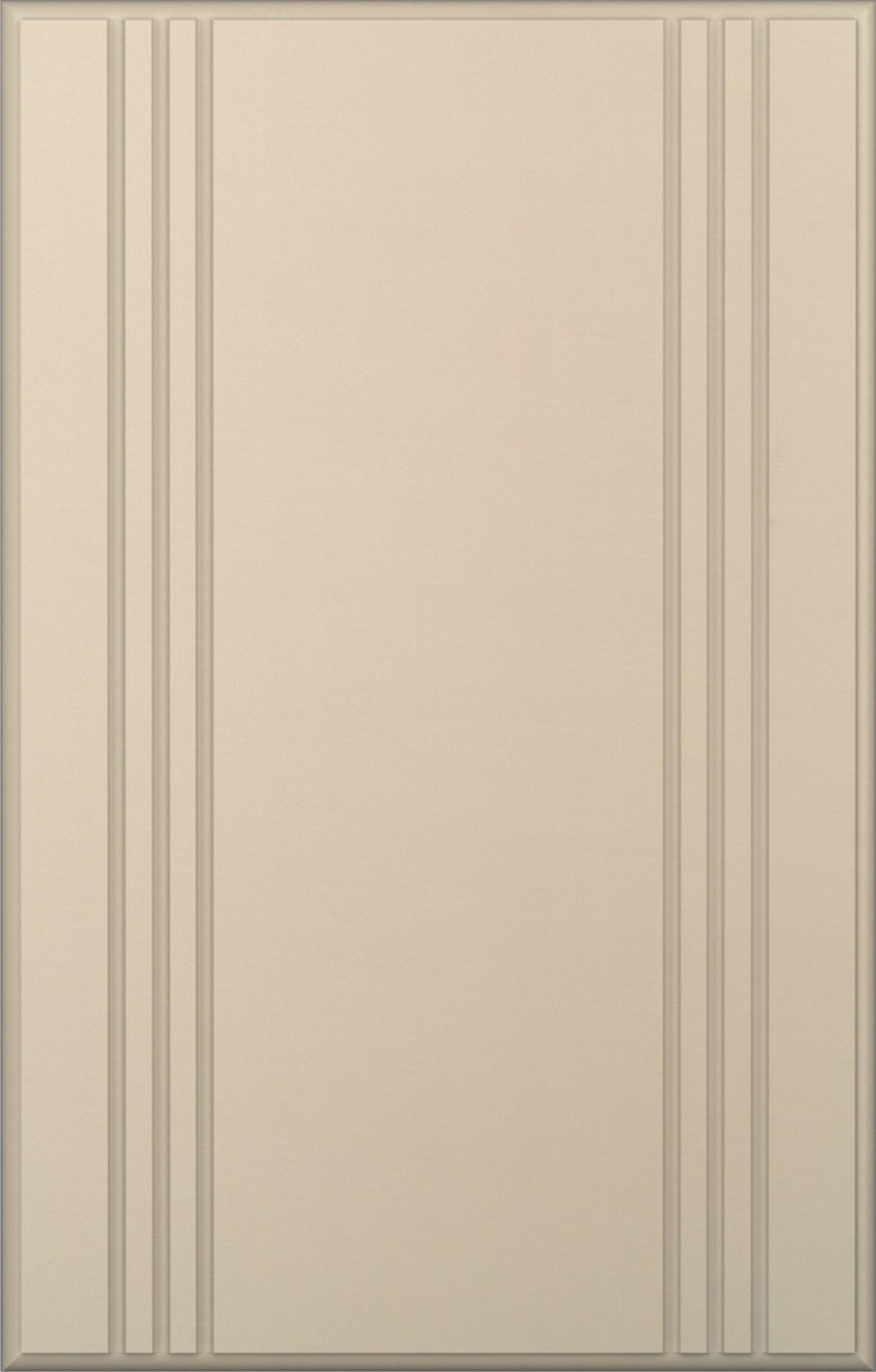 | лист |
| МДФ # 08 (2800х2070) Эггер (Россия) | 1 374р. | 236р. | лист |
| МДФ # 10 (2800х2070) Эггер (Россия) | 1 823р. | 314р. | лист |
| МДФ # 12 (2800х2070) Эггер (Россия) | 1 789р. | 308р. | лист |
| МДФ # 16 (2800х2070) Эггер (Россия) | 2 592р. | 446р. | лист |
| МДФ # 16 (2800х2070) двухсторонний белый Эггер | 3 292р. | 567р. | лист |
| МДФ # 16 (2800х2070) одностороний белый Эггер МВ | 3 125р. | 538р. | лист |
| МДФ # 16 МВ (2800х2070) Эггер (Россия) | 3 041р. | 524р. | лист |
| МДФ # 18 (2800х2070) Эггер (Россия) | 2 918р. | 503р. | лист |
| МДФ # 19 (2800х2070) Эггер (Россия) | 3 080р. | 531р. | лист |
| МДФ # 22 (2800х2070) Эггер (Россия) | 3 663р. | 631р. | лист |
| МДФ # 25 (2800х2070) Эггер (Россия) | 4 110р. | 708р. | лист |
| МДФ # 28 (2800х2070) Эггер (Россия) | 5 742р. | 990р. | лист |
| МДФ # 30 (2800х2070) Эггер (Россия) | 5 587р. | 963р. | лист |
| МДФ # 38 (2800х2070) Эггер (Россия) | 7 918р. | 1 365р. | лист |
| Распил материала | |||
| Распил черновой | 100,00 | пил | |
| Распил на станке | 40,00 | пог. м | |
| 6 — 40 л. 30 кг 9 — 20 л. 45 кг | |||
| 17 — 24 л. 76 кг 19 — 24 л. 85 кг | |||
| 23 — 15 л. 105 кг 29 — 15 л. 129 кг | |||
Особенности производства мебельных фасадов из МДФ с облицовкой пленками ПВХ
Для производства мебельных ПВХ-фасадов наше производство применяет одностороннеламинированные плиты МДФ в 2-х толщинах: 16 мм и 19 мм. Шестнадцатимиллиметровая плита используется в производстве пленочных фасадов мебельных серии «Эконом», где не требуется выполнение глубокой фрезеровки, а также «универсальной» серии № 21 «Сити», где какие-либо фрезеровки просто отсутствуют. Все остальные серии мебельных фасадов, где, как правило, присутствуют глубокие рисунки на плоскости или объемные фрезеровки торцов, изготавливаются из девятнадцатимиллиметровой плиты.
Шестнадцатимиллиметровая плита используется в производстве пленочных фасадов мебельных серии «Эконом», где не требуется выполнение глубокой фрезеровки, а также «универсальной» серии № 21 «Сити», где какие-либо фрезеровки просто отсутствуют. Все остальные серии мебельных фасадов, где, как правило, присутствуют глубокие рисунки на плоскости или объемные фрезеровки торцов, изготавливаются из девятнадцатимиллиметровой плиты.
МДФ — сравнительно новый материал в мебельной промышленности, но благодаря своей гомогенной структуре он открывает большие возможности для производителей мебели. Название «МДФ» представляет собой кальку с названия этого материала на английском языке: MDF — «medium density fiberboard». Дословный перевод этого термина — волокнистая плита средней плотности. По своей сути МДФ- древесина, размолотая в тонкодисперстную муку и спрессованная впоследствии практически при помощи только собственных, содержащихся в этой древесине, смол. В результате этих процессов получается материал, сходный по своим потребительским свойствам с натуральной древесиной, что позволяет исполнять на нем различные фрезеровки и в дальнейшем облагораживать при помощи различных отделочных и облицовочных материалов.
Самым распространенным облицовочным материалом на сегодняшний день является пленка ПВХ (поливинилхлорид) в различных декорах, которая достаточно пластична, для того, чтобы повторить формы всех рисунков и фрезеровок на плоскостях и торцах МДФ-фасадов.
После распиловки и фрезеровки деталей из МДФ они поступают в клеевую камеру, где на их поверхность при помощи клеенаносящего пистолета распыляется клей на водной основе с введенным в него компонентом-отвердителем. Этот компонент с одной стороны значительно затрудняет работу, так как в процессе ускоренной полимеризации происходит быстрое засорение сопла клеенаносящего инструмента, что приводит к необходимости частой его промывки. Поэтому многие производители просто отказываются от введения в клей отвердителя. Но это делать крайне нежелательно, потому что его наличие в клее значительно повышает адгезию пленки к телу плиты МДФ, а также увеличивает термостойкость мебельного пленочного фасада на лишние 30–40 градусов.
Процесс облицовки мебельных фасадов пленками ПВХ происходит на специальных прессах при помощи температуры и вакуума. Заготовки с нанесенным и выдержанным определенное время клеем располагаются на предварительно разложенные на платформе пресса подложки, изготовленные из той же МДФ, только без ламината. Каждая подложка должна иметь меньший размер, нежели мебельный фасад, который на нее укладывается для того, чтобы пленку «затянуло» под тыльную сторону торца МДФ-фасада.
Заготовки с нанесенным и выдержанным определенное время клеем располагаются на предварительно разложенные на платформе пресса подложки, изготовленные из той же МДФ, только без ламината. Каждая подложка должна иметь меньший размер, нежели мебельный фасад, который на нее укладывается для того, чтобы пленку «затянуло» под тыльную сторону торца МДФ-фасада.
Технология прессования МДФ-фасадов на подложках обеспечивает плотное прилегание ПВХ-пленки к торцам изделий и отсутствие щелей между пленкой на этих торцах и ламинированной стороной фасада мебельного. Но именно необходимость изготовления дополнительной подложки для каждого размера пленочного фасада и затрудняет изготовление мебельных ПВХ-фасадов в произвольных размерах.
Наше предприятие изготавливает ПВХ-фасады в любых размерах без каких-либо наценок на «нестандарт», но при размещении заказа на пленочные фасады мы все же просим Вас придерживаться рекомендуемого размерного ряда фасадов для мебели, что позволит нам несколько сократить сроки производства. Максимальный размер мебельного фасада или детали в ПВХ, который мы можем изготовить: 2350×1180 мм. Обратите Ваше внимание на то, что в подавляющем большинстве случаев направление рисунка на ПВХ-пленках (если таковой имеется) располагается по длине рулона. Поэтому, если Вам необходимы фасады мебельные в ПВХ с поперечным рисунком или поперечной древесной текстурой, то максимальная высота таких изделий будет составлять 1180 мм.
Максимальный размер мебельного фасада или детали в ПВХ, который мы можем изготовить: 2350×1180 мм. Обратите Ваше внимание на то, что в подавляющем большинстве случаев направление рисунка на ПВХ-пленках (если таковой имеется) располагается по длине рулона. Поэтому, если Вам необходимы фасады мебельные в ПВХ с поперечным рисунком или поперечной древесной текстурой, то максимальная высота таких изделий будет составлять 1180 мм.
После укладки фасадных заготовок, стол пресса накрывается пленкой ПВХ нужного декора, которая затем зажимается рамкой, имеющей уплотнитель по всему периметру. Эта рамка впоследствии дает возможность создавать вакуум в пространстве между поверхностью стола пресса и пленкой.
Сверху натянутой на рамку пленки надвигается каретка с нагревательными элементами, которые воздействуют на эту пленку, разогревая ее до определенной температуры, причем для различных толщин и различных декоров ПВХ-пленок эти температуры должны быть разными. При последующей подаче в пресс вакуума размягченная ПВХ-пленка осаживается на МДФ-фасад, облегая всю его фрезеровку, а клей, нанесенный на его плоскость и торцы, под воздействием отрицательного давления и температуры обеспечивает надежное приклеивание пленки на его поверхность.
После запрессовки осуществляется медленное остывание фасадов для мебели, облицованных пленкой. При остывании, как и любое другое физическое тело, пленка ПВХ сжимается и «тянет на себя» тело пленочного мебельного фасада. Причем, чем толще пленка, тем сильнее она сжимается. Этот факт нужно учитывать при размещении заказа на пленочные фасады из МДФ. На облицованном матовой пленкой мебельном фасаде небольшой выгиб (покоробленность) в сторону облицовки может быть заметен при высоте изделия 1500 мм и более. По этой же причине МДФ-фасады в облицовке более толстой, глянцевой пленкой ПВХ, не желательно изготавливать в размерах, превышающих 1000 мм. О допустимых значениях выгиба деталей и фасадов в ПВХ- пленке можно прочитать на странице «ГОСТы и ТУ производства фасадов для мебели».
С остывшего мебельного ПВХ-фасада срезаются свесы пленки, а обратная, белая сторона изделия, очищается от опыла клея. По Вашему желанию эта белая тыльная сторона фасада может быть отделана эмалью, близкой по тону с декором ПВХ-облицовки.
Мебельные ПВХ-фасады могут подвергаться дополнительной отделке. Так, например, изделия, облицованные пленками без текстуры, могут быть отделаны высокоглянцевым лаком, который придаст поверхности практически зеркальное отражение. Не подлежат лакированию лишь те модели ПВХ-фасадов, на поверхности которых имеются запрессованные под пленкой объемные декоры. Все дело в том, что адгезия пленки к декорам несколько слабее, чем к поверхности МДФ-плиты. При полировке высокоглянцевого лака, который нанесен на фасад в ПВХ, из-за трения сильно повышается температура в месте этой самой полировки. Высокая температура воздействует на клеевой слой между декорами и пленкой, что может привести к отклеиванию последней.
Кроме того, на классические мебельные фасады в ПВХ можно нанести специальные составы «патины» и «старения», которые закрепляются на поверхности либо шлковисто-матовым, либо высокоглянцевым лаком.
При необходимости на пленочных фасадах выполняется присадка под петли. Готовая продукция упаковывается и передается на склад к отгрузке.
Готовая продукция упаковывается и передается на склад к отгрузке.
Иллюстрации процесса производства мебельных фасадов в облицовке пленками ПВХ представлены на странице нашего сайта «Фото-экскурсия и рассказ о нашем производстве».
Поделиться с друзьями
Варианты фрезеровки панелей МДФ
Фрезеровать — это значит вырезать с помощью специального оборудования различные рисунки на различных поверхностях. Мы для облицовки стальных дверей используем фрезерованный МДФ. Особая структура МДФ позволяет с легкостью фрезеровать на этом материале практически любой узор, который образуется путём создания канавок различной глубины и ширины. Чем шире глубже фреза, тем более объёмнее смотрится рисунок, а дополнение к основной фрезе дублирующей, придаёт панели эффект 3D. В свой работе мы используем панели МДФ толщиной от 6мм — до16. Для получения более объёмного и выразительного рисунка предпочтительно использовать панели толщиной 16мм.
стандарт дублирующая глубокая
Вы можете выбрать любой из представленных рисунков фрезеровки. Если же представленные узоры Вас не удовлетворят, наше оборудование на ЧПУ позволяет вырезать любой рисунок по вашему усмотрению.
Серия «триумф»
| Triumph-92e | Triumph-92e-2f | Triumph-92i | Triumph-92i-2f | Triumph-92h | Triumph-92-2f | Triumph-93e |
| Triumph-93e-2f | Triumph-93i | Triumph-93i-2f | Triumph-93h | Triumph-93h-2f | Triumph-94e | Triumph-94i |
| Triumph-94h | Triumph-95e | Triumph-95-i | Triumph-95h |
Серия «монарх»
| Monarch-54 | Monarch-55e | Monarch-55e-2f | Monarch-55i | Monarch-55i-2f | Monarch-55h | Monarch-55h-2f |
| Monarch-55k | Monarch-55k-2f | Monarch-57e | Monarch-57e-2f | Monarch-57i | Monarch-57i-2f | Monarch-57h |
Серия «Пионер»
| Pioneer-72e | Pioneer-72e-2f | Pioneer-72i | Pioneer-72i-2f | Pioneer-72h |
Серия «Легион»
| Legion-52e | Legion-52e-2f | Legion-52i | Legion-52i-2f | Legion-52h | Legion-52h-2f |
Серия «Милан и другие»
| Arena | Boss-1 | Boss-2 | Catholic | China | China-2f | Citadel |
| Element | Eretik | Espania | FB-5 | Festival | Fragment | G-3 |
| G-4 | G-5 | General | General-2f | Gotica | Guardia | Inok |
| K1 | K2 | Labirint | Milan-9 | Milan-10 | Milan-11 | Milan-11-2f |
| Milan-12 | Milan-12-2f | Orion | Roma | Ronda | Ronda-2f | Ronda-4 |
| Senator | Slalom -1 | Slalom-2 | Slalom-3 | Slalom-4 | Slalom-5 | Sokrat |
| Step1 | Step2 | Turin31 | Turin32 | Turin33 | Turin34 | Turin35 |
| Turin 11 | Turin 12 | London-m (арка) |
Серия »П» и «В»
| P-1 | P-1-2f | P-2 | P-2-2f | P3 | P-4 | B-1 |
| B-1-2f | B-2 | B-2-2f | B-3 | B-4 | B-8 | B-8-2f |
| B-10 | B-10-2f | B-11 | B-11-2f | B-12 | B-13 | B-14 |
| B-15 | B-42 | B-42-2f | B-51 | B51-2f | B-52 | B-52-2f |
Серия «Кардинал»
| Cardinal-41 | Cardinal-41-2f | Cardinal-42e | Cardinal-42e-2f | Cardinal-42h | Cardinal-42h-2f | Cardinal-43e |
| Cardinal-43e-2f | Cardinal-43h | Cardinal-43h-2f |
Серия «Кардиода и Сфинкс»
| Cardioda-21e | Cardioda-22d | Cardioda-22e | Cardioda-22h | Cardioda-22i | Cardioda-22k | Cardioda-22s |
| Sfinx-71 | Sfinx-72 | Sfinx-73 | Sfinx-74 | Sfinx-75 |
Серия «Этюд»
| Etud-9 | Etud-10 | Etud-11 | Etud-12 | Etud-101 |
Другие
| Akant-2 | Attol-2 | Classica-440 | Classica-874 | Classica-887 | Cub-9 | Cub-12 |
| Cub-15 | Cub-18 | Cub-21 | Exstra | Krass | London | London-M |
| Paris | Sektor | Triton-c | Triton-L | Triton-P |
МДФ – Medium Density Fiberboard
МДФ (англ. Medium Density Fiberboard) — плитный материал, изготавливаемый методом сухого прессования мелкодисперсной древесной стружки при высоком давлении и температуре. В качестве связующего используются карбамидные смолы, модифицированные меламином. Это обеспечивает очень низкую эмиссию формальдегида, сравнимую с эмиссией натуральной древесины (класс эмиссии формальдегида — Е1). Говоря понятным языком, МДФ (рис.1) – это очень мелкая древесная пыль, спрессованная в условиях высокого давления и температуры. В отличие от ДСП в этих плитах не используются формальдегидные смолы, их заменяет лигнин, который выделяется при нагревании древесины. Таким образом, этот материал экологически чище, чем ДСП.
Medium Density Fiberboard) — плитный материал, изготавливаемый методом сухого прессования мелкодисперсной древесной стружки при высоком давлении и температуре. В качестве связующего используются карбамидные смолы, модифицированные меламином. Это обеспечивает очень низкую эмиссию формальдегида, сравнимую с эмиссией натуральной древесины (класс эмиссии формальдегида — Е1). Говоря понятным языком, МДФ (рис.1) – это очень мелкая древесная пыль, спрессованная в условиях высокого давления и температуры. В отличие от ДСП в этих плитах не используются формальдегидные смолы, их заменяет лигнин, который выделяется при нагревании древесины. Таким образом, этот материал экологически чище, чем ДСП.
Преимущество материала МДФ еще и в том, что он допускает возможность внутренней фрезеровки деталей. Фасады МДФ с внутренним рисунком (рис.2), смотрятся гораздо красивее обычного плоского ЛДСП. Это превосходный материал, надежный и красивый, он придаст изысканный вид сделанной вами мебели. Однако вам придётся заказывать и приобретать только готовые детали из МДФ покрытого защитной пленкой, то есть, готовые фасады ящиков или дверок определенного размера. Ведь в домашних условиях изготовить качественный фасад МДФ невозможно.
Ведь в домашних условиях изготовить качественный фасад МДФ невозможно.
Важная информация:
- Наиболее распространён материал МДФ толщиной 16мм и 19мм. Чаще всего производители фасадов из МДФ, предлагают детали именно такой толщины. Впрочем, вы можете приобрести МДФ и другой толщины, на качество конструкции изделия это не повлияет.
- Защитное покрытие МДФ может быть различным. МДФ с защитным покрытием из пластиковой пленки, можно считать универсальным, это ударостойкий, жаропрочный и доступный по цене материал. Покрытие из древесного шпона, выглядит очень элегантно, но его стойкость к механическим воздействиям намного ниже, чем у пластикового покрытия. Популярны также окрашенные МДФ фасады. Такие фасады лучше всего защищены от попадания влаги внутрь детали, очень эффектно смотрятся в изделии, но, к сожалению одни из самых дорогостоящих МДФ фасадов.
- Существуют радиусные фасады МДФ. То есть фасад вогнут внутрь или выгнут наружу.
 С такими фасадами сделанная вами мебель будет выглядеть неотразимо!
С такими фасадами сделанная вами мебель будет выглядеть неотразимо!
 С такими фасадами сделанная вами мебель будет выглядеть неотразимо!
С такими фасадами сделанная вами мебель будет выглядеть неотразимо!
Нюансы:
- Старайтесь использовать в своей мебели стандартные размеры фасадов МДФ. Только помните, что у каждого производителя свой размерный ряд. Нестандартный фасад, отличающийся от стандартного всего на пару миллиметров, обойдется вам в два раза дороже. Поэтому лучше «подстроить» основную часть корпусов под стандартные фасады и в оставшемся проёме установить один-два нестандартных фасада (если нельзя «вписать» в конструкцию только стандартные фасады). Так вы сможете оптимизировать свои расходы на изготовление мебели своими руками.
- Будьте внимательны, покупая фасад МДФ толщиной менее 16мм. Если края у такого фасада будут иметь глубокую фрезеровку (внутренний рисунок на лицевой поверхности детали), то при сверлении отверстий для петель, вы рискуете просверлить деталь насквозь или же просверлить отверстие недостаточно глубоко. Тогда, петля не будет плотно прилегать к детали и срок ее службы сократится.
- Важным моментом является качество оклеивания МДФ деталей пленкой. Все края пленки должны быть плотно прижаты к детали. Если же где-нибудь пленка отклеилась, значит, со временем она будет еще больше отслаиваться и портить внешний вид изделия.
- Будьте внимательны при перевозке деталей, лучше всего их упаковать и разместить в таком месте автомобиля, где они не будут подвержены механическим ударам.

Всем, кто желает расширить свои знания в области изготовления и применения МДФ, мы подготовили цикл познавательных материалов, после изучения которых, у вас значительно уменьшится количество вопросов по данной теме. Заинтересовались? Ну, тогда переходим к списку статей:
Покраска МДФ фасадов, покраска дверей, изделий и деталей из МДФ
Мебельный фасад – это элемент, определяющий стиль интерьера и придающий конструкции мебели завершенный внешний вид. Он является лицевой стенкой корпусной мебели. В данное время наиболее популярными и распространёнными на рынке считаются крашенные фасады МДФ. Они отличаются прочностью, экологической чистотой, неприхотливостью в уходе и многими другими положительными качествами. Благодаря этому они пользуются высоким спросом среди производителей, мебельных дизайнеров и заказчиков.
В данное время наиболее популярными и распространёнными на рынке считаются крашенные фасады МДФ. Они отличаются прочностью, экологической чистотой, неприхотливостью в уходе и многими другими положительными качествами. Благодаря этому они пользуются высоким спросом среди производителей, мебельных дизайнеров и заказчиков.
Наша компания оказывает услуги по изготовлению и покраске МДФ фасадов, дверей и других деталей и изделий из МДФ. Вместе с услугой по покраске МДФ, мы производим полный цикл по изготовлению, фрезеровке и обработке изделий МДФ. Все работы проводят опытные специалисты с помощью современного спецоборудования.
Цены на покраску МДФ
Наши преимущества
1) Высокое качество
Изготовление мебельных фасадов на нашем производстве – это результат плодотворной работы опытных специалистов. Мы опираемся на последние технологии и используем современное оборудование из Германии и Финляндии. Именно поэтому мы готовы предложить Вам различные варианты фасадов, начиная от простых плоских стенок и заканчивая более сложными изделиями с глубокой фрезеровкой.
2) Широкая цветовая гамма и разнообразный дизайн фасадов
Покраска фасадов из МДФ проводится по вашему желанию. Мы предлагаем Вам большой выбор цветов и типов дизайна, количество которых постоянно увеличивается в соответствии с последними модными тенденциями. При подборе цвета используются следующие каталоги: NCS, RAL, wood color.
3) Использование высококачественных сертифицированных материалов из Италии и Германии
В работе мы используем только самые качественные материалы – эмали итальянского производства и немецкий плитный материал. Покраска МДФ может проводиться матовой или глянцевой эмалью. Также Вы можете заказать у нас покраску металлик и патинирование.
4) Демократичные цены
Цена покрасочных работ, фасадов МДФ и деталей рассчитывается за количество м2. Мы не берём дополнительную плату за нестандартные размеры.
Качественная покраска МДФ на основе ваших пожеланий
Окраска фасадов МДФ, как правило, проводится эмалью двух типов: матовой или глянцевой. Мебельные фасады имеют стандартную 19-милимметровую толщину, однако мы берёмся за покраску лицевых стенок и другой толщины (например, 32, 16 и 10 мм).
Мебельные фасады имеют стандартную 19-милимметровую толщину, однако мы берёмся за покраску лицевых стенок и другой толщины (например, 32, 16 и 10 мм).
Обратите внимание, что фасады и детали для мебели могут быть покрашены либо с одной, либо с двух сторон. Возможна комбинированная покраска (одна сторона матовая, вторая – глянцевая). Всё будет зависеть от ваших пожеланий и предпочтений.
Глянцевые мебельные фасады делятся на два вида: с глубокой фрезеровкой и плоские. Они отличаются друг от друга сложностью и объёмом работы. Изготовление мебельных фасадов МДФ с глубокой фрезеровкой – это более сложный технологический процесс, требующий больших трудозатрат. Стандартный размер фаски – R-3 мм. Дополнительно Вы можете заказать размеры R-9 мм и R-6 мм.
Технология покраски фасадов МДФ
Покраска дверей из МДФ и других деталей из этого плитного материала осуществляется с помощью специального краскопульта. Расход эмали (краски) варьируется в пределах 60-200 г на 1 м2.
Непосредственно перед покрасочными работами проводится грунтовка поверхности МДФ. Она выполняется в два этапа. На первом работник, используя краскопульт, наносит слой грунта-изолятора. Он выполняет защитные функции (предотвращает поднятие ворса, не позволяет впитываться следующим слоям ЛКМ). Только после полного высыхания грунта-изолятора проводится его шлифовка (с помощью шкурки или наждачной бумаги).
На втором этапе осуществляется нанесение полиуретанового грунта белого цвета. Чтобы новый слой полностью высох, требуется от 8 до 24 часов. Объём времени изменяется в зависимости от применяемого состава ЛКМ. После того как грунт белого цвета засохнет, выполняется шлифование шкуркой (вид – P320-400). Все труднодоступные участки фасадов и деталей из МДФ аккуратно шлифуются с помощью материала Scotch-brite.
Чтобы покраска МДФ завершилась успешно, необходимо защитить верхний слой от механических воздействий с помощью акрилового глянцевого лака, имеющего прозрачный цвет. Он также придаёт краске глубину и насыщенность. Нанесение защитного лака проходит в 2 слоя с интервалом, чтобы первый высох.
Он также придаёт краске глубину и насыщенность. Нанесение защитного лака проходит в 2 слоя с интервалом, чтобы первый высох.
После всех покрасочных работ детали из МДФ и фасады МДФ крашенные отправляются на просушку. Через пару дней работники проводят шлифовку, а через 5-7 дней – полировку и финишную отделку.
О шлифовке и полировке
При шлифовке используется эксцентриковая машинка. Также работник обрабатывает поверхность МДФ шкурками (начинает с P1200-1500, а затем переходит к P3000-4000). При шлифовке обрабатываемая поверхность время от времени обливается водой, чтобы исключить перегрев и предотвратить скатывание частичек лака. После всех шлифовальных операций должно получиться однотонное матовое покрытие.
При полировке используется угловая машинка с поролоновым кругом белого цвета. При этом на обрабатываемую поверхность фасада (детали) из МДФ наносится паста. Как правило, используется абразивный состав Bril-852.
Полировка проводится на рабочих оборотах (1500-2000). Но перед этим абразивная паста равномерно растирается по МДФ с помощью машинки (менее 1500 об/мин). Чтобы процесс полировки был более эффективным, полировальный круг смачивается. Кроме того, на него наносится небольшое количество специального воска для мебели.
Но перед этим абразивная паста равномерно растирается по МДФ с помощью машинки (менее 1500 об/мин). Чтобы процесс полировки был более эффективным, полировальный круг смачивается. Кроме того, на него наносится небольшое количество специального воска для мебели.
На последнем этапе используется неабразивный состав Siashine FINISH и мягкий полировочный круг из поролона чёрного цвета.
О патинировании
Если Вас не устраивает обычная покраска МДФ, Вы можете заказать у нас патинирование. Это искусственное состаривание материалов (предметов) для придания им антикварности и изысканного внешнего вида.
Как правило, патинирование используют на матовых фасадах МДФ, имеющих сложные декоративные элементы. Специальный патинирующий состав наносится без дополнительного грунтовочного слоя (прямо поверх краски). Для этого используется краскопульт, кисть, валик или другое приспособление (зависит от труднодоступности места обработки).
После того как патинирующий состав высохнет, его излишки удаляются с помощью абразивных материалов P320-400 или шкуркой Scotch-brite.
Для защиты патины от пыли и грязи проводится финишная покраска акриловым матовым лаком. Затем изделие отправляется на сушку.
Наша компания оказывает услуги по изготовлению и покраске мебельных фасадов из МДФ многим крупным компания Москвы и Московской области и зарекомендовала себя как надежный партнер, наша продукция отвечает самым высоким критериям качества.
Здесь Вы можете посмотреть нашицены на покраску МДФ
Фрезеровка МДФ панелей Biesse Rover 24
Фрезеровка МДФ улучшает внешний вид металлических дверей, придает им оригинальность, повышает уровень тепло- и звукоизоляции. Линии различной глубины и ширины создают эффект объема, в результате чего рисунок выглядит как резьба по древесине. Основа покрывается натуральным либо искусственным шпоном, к стальному полотну накладка крепится при помощи специальных уголков и клеевых составов. В производстве входных дверей применяются панели со сплошной фрезеровкой и выемками под 3Д-вставки, стекло, зеркало или фотопечать.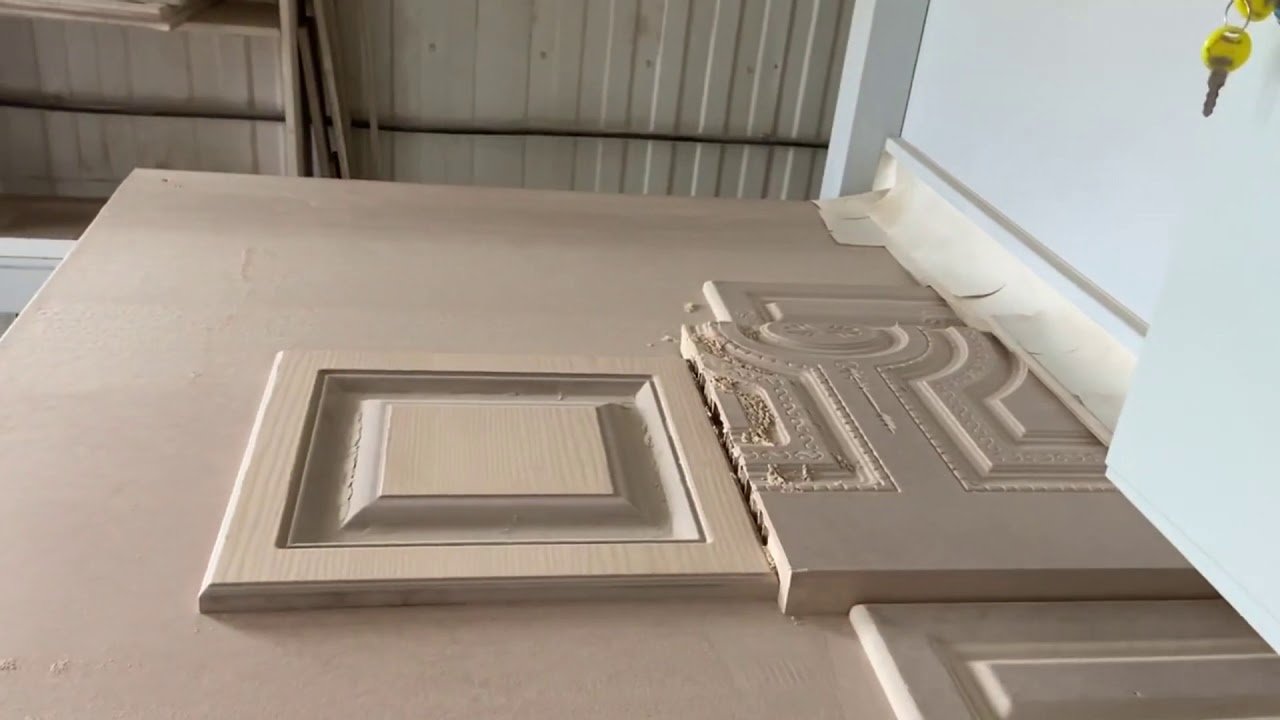
Biesse Rover 24 – высокая точность траектории
Для изготовления накладок МДФ на двери наша компания использует центр Biesse Rover 24 S с цифровой системой управления MEСНATROLINK. Программный пакет учитывает напряжения основы при изменении уровня нагрузки и задает соответствующий режим.
Основные характеристики:
- Рабочее поле по осям X, Y, Z – 3060*1380*180 мм.
- Кондиционер воздуха, обеспечивающий бесперебойное функционирование электроники при температуре до +400 градусов и защиту от запыления.
- Автоматическая смена инструмента на станине и в голове.
- Централизованная система смазки – подача состава происходит за счет нагнетательного масляного насоса.
- Графическая и динамическая визуализация процесса. Обсчет траектории проводится самим приводом, что повышает скорость и точность обработки. Оперативная диагностика неполадок на стойке ЧПУ сокращает время простоя в случае поломок и увеличивает производительность линии.

МДФ-накладки на входную дверь. Типы фрезеровки:
Станок с ЧПУ позволяет реализовать узоры любой степени сложности. В производстве металлических дверей задействованы различные фрезы:
- Простая. Подходит для панелей толщиной от 8 мм, в этом случае варьируется ширина линии и рельефность рисунка.
- Глубокая. Предназначена для толстых листов МДФ. Такие накладки увеличивают жесткость конструкции и степень шумоизоляции.
- Двойная. Улучшает декоративные свойства поверхности, позволяет создавать сложные изображения. Наша компания предлагает качественные двери с фрезеровкой по МДФ в средней ценовой категории.
Вы можете приобрести продукцию со стандартными рисунками либо заказать партию с уникальным объемным узором по эскизу. Обратитесь к менеджеру отдела продаж, чтобы ознакомиться с каталогом и получить индивидуальное коммерческое предложение.
РЕКОМЕНДУЕМ ПОЧИТАТЬ
Фрезерный станок с ЧПУ с шариковинтовой парой — CNC-STEP.
 com — Производитель станков с ЧПУ
com — Производитель станков с ЧПУ
Фрезерный станок с ЧПУ серии High-Z T
Наш лучший продавец высокоточного фрезерования
Фрезерный станок с ЧПУ High-Z серии T всегда является хорошим выбором, независимо от того, ищете ли вы промышленный станок, работающий в 8-часовую смену, или вам нужен станок для каких-либо личных целей.
T-образная модель фрезерного станка — это проверенная технология.Маршрутизатор High-Z был разработан для повышения точности (точность повторения около 0,01 мм) и скорости для массового производства, когда каждая секунда экономии времени на счету в индивидуальном производстве.
Все цены включают 4-осевое пятиканальное ЧПУ с током 17,5 А
Мы поставляем наши фрезерные станки серии High-Z T с 4-осевым ЧПУ с пятью каналами , что включено в цену. Вы можете запустить фрезерный станок с ЧПУ только с поставляемым нами агрегатом Zero3 contro l. Таким образом, контроль с пропускной способностью струны более 3,5 А на канал является неотъемлемой частью всех наших машин! Одна из иногда важных причин выбрать этот фрезерный станок.
Таким образом, контроль с пропускной способностью струны более 3,5 А на канал является неотъемлемой частью всех наших машин! Одна из иногда важных причин выбрать этот фрезерный станок.
Мощный фрезерный станок с ЧПУ с гибридным двигателем для максимальной мощности и производительности
В сочетании с 5 удерживающими моментами, более 1 кг, гибридные приводные двигатели с выходной мощностью 4,2 ампера каждый, каждый, и в сочетании с нашим пятиканальным управлением, совместимым с Ethernet, фрезерный станок с ЧПУ трудно превзойти по производительности и мощности в этом ценовом сегменте.Это одна из причин, по которой мы не только можем двигаться с высокой скоростью с помощью фрезерного станка High-Z, но также можем эффективно фрезеровать сталь.
Настоящая высокая скорость со скоростью движения до 34 метров в минуту!
Фрезерный станок с ЧПУ был разработан специально для еще большей точности (повторяемость около 0,01 мм) и более высокой скорости движения. На протяжении многих лет мы постоянно совершенствовали наши машины и адаптировались к требованиям повседневной промышленной жизни. Мельница обеспечивает высокоточные результаты с невероятной скоростью как при индивидуальном, так и при серийном производстве.
На протяжении многих лет мы постоянно совершенствовали наши машины и адаптировались к требованиям повседневной промышленной жизни. Мельница обеспечивает высокоточные результаты с невероятной скоростью как при индивидуальном, так и при серийном производстве.
С High-Z S-400 / T и 720 / T, например, ускоренных ходов со скоростью до 34000 мм / мин * (* только в сочетании с программным обеспечением CAM KinetiC-NC) и рабочих скоростей и более до 12000 мм / мин может быть реализовано. Обширный ассортимент принадлежностей предоставляет пользователю бесчисленные возможности обработки.
Прочная конструкция из специальных высококачественных алюминиевых профилей
Рама изготовлена из алюминиевых профилей с четырехкратными внутренними стержнями.Эта базовая конструкция придает фрезерному станку с ЧПУ стабильность , которая необходима для фрезерования твердых материалов, таких как древесина твердых пород, алюминий и сталь. Для прецизионных фрезерных работ каждая ось, включая ее компоненты, без усилий сопротивляется силам фрезерования, не раскачиваясь вверх.
Для прецизионных фрезерных работ каждая ось, включая ее компоненты, без усилий сопротивляется силам фрезерования, не раскачиваясь вверх.
Высокая точность благодаря ручной работе
Наши механики вносят все необходимые корректировки во время сборки станка, чтобы обеспечить процесс фрезерования без вибрации для получения наилучших результатов в 3D и 2D.Дополнительная стабильность хорошо обработана и дает CNC Router больше скорости и мощности .
Открытая рама для неограниченных возможностей обработки
Благодаря открытой раме на High-Z можно обрабатывать и большие детали, например гитары или шкафы управления. Открытая вниз конструкция также полезна, когда вы используете фрезерный станок с ЧПУ в качестве плазменного резака, потому что вы можете разместить станок прямо на стальном листе, чтобы вырезать из него любую форму.
Неограниченная бесплатная поддержка в реальном времени для всех клиентов маршрутизаторов с ЧПУ
Покупка High-Z Router всегда включает неограниченную бесплатную поддержку в реальном времени. Весь фрезерный станок с ЧПУ сделан в Германии. В CNC-STEP забота о клиентах стоит на первом месте.
Весь фрезерный станок с ЧПУ сделан в Германии. В CNC-STEP забота о клиентах стоит на первом месте.
Наша поддержка начинается, когда вы впервые обращаетесь к нам, и заканчивается, когда вы продаете приобретенный станок с ЧПУ. И даже тогда бесплатная поддержка продолжается, потому что не имеет значения, кто является текущим владельцем фрезерного станка.
Вся наша команда не успокоится, пока вы не будете полностью удовлетворены
Наша личная поддержка начинается с вашего первого контакта с нами и заканчивается в день перепродажи приобретенного фрезерного станка с ЧПУ.И даже тогда мы по-прежнему доступны новому владельцу с советом и поддержкой. Потому что с нашей бесплатной поддержкой не имеет значения, кто является текущим владельцем фрезерного станка.
CAD CAM ConstruCAM 3D — CNC-STEP.com — Производитель станков с ЧПУ
Встроенный модуль «Relief» для преобразования в stl. файлы / 2D в 3D и т. д.
д.
Прилагаемый модуль «Relief» для Windows 32Bit — это независимое CAM-решение для обработки 3D-форматов фотографий, STL, цифровых данных или рельефа.Программа преобразует данные изображения и формы в трехмерный рельеф и за несколько щелчков мышью создает высококачественные данные фрезерования почти для всех 3- и 4-осевых рабочих станков. Навигатор поможет вам шаг за шагом. Программа гибкая, не зависит от какой-либо конкретной машины и имеет встроенную поддержку вывода для многих машин.
Обработка графических данных (фото)
ConstrucCAM-3D CAD CAM может преобразовывать фотографии из форматов BMP, JPG, GIF, PCX в рельефы.Информация о градациях серого каждого изображения переводится в 3D-координаты. Предметы можно масштабировать, переворачивать, фильтровать и т. Д.
ConstruCAM-3D CAD CAM — единственная программа со встроенным расчетом коррекции фрезерования. Не обманывайтесь простыми программами, которые только преобразуют оттенки серого изображения в глубину фрезерования или имеют простую, медленную и ошибочную программу расчета.
Не обманывайтесь простыми программами, которые только преобразуют оттенки серого изображения в глубину фрезерования или имеют простую, медленную и ошибочную программу расчета.
Преимущества расчета смещения фрезерования:
- Возможно предварительное фрезерование и шлифование, особенно для обработки больших деталей.
- Фрезерование сложных материалов (сталь, пластики и др.) С большим радиусом инструмента.
- Отсутствие чрезмерного фрезерования деталей из-за ложных инструментов.
Ограничения фотогравировки
Обратите внимание, обычные фотографии нельзя превратить в рельефы. Особенно сложно добиться хорошего результата фрезерования с портретами (фотографиями лиц). При свете, падающем сбоку, это определенно невозможно. Только с хорошо подобранными фотографиями или, скорее, с теми, которые были обработаны с помощью фотостайлера, можно добиться достаточно хороших результатов. Чтобы решить эти проблемы, некоторые поставщики опубликовали примеры практически без какой-либо глубины фрезерования. Эти ошибки не так легко бросаются в глаза.
Чтобы решить эти проблемы, некоторые поставщики опубликовали примеры практически без какой-либо глубины фрезерования. Эти ошибки не так легко бросаются в глаза.
Однако для некоторых стилизованных предметов (например, эмблем) можно достичь очень хороших результатов с помощью фотогравировки. Нет никаких указаний по глубине цвета, т.е. красного и зеленого цветов. Таким образом, по крайней мере, оптический эффект отображается через гравировку. Это не значит, что опытный гравер-гравер разработал эмблему таким образом.
Файлы STL и DXF через CAD CAM
ConstruCAM-3D CAD CAM поддерживает два наиболее распространенных формата 3D: поверхности: STL и DXF-3D-Face. Эти два формата гарантируют совместимость практически с любой программой CAD. После импорта данных элементы можно масштабировать, поворачивать, фильтровать. ConstruCAM-3D устраняет нежелательные поднутрения и фильтрует пробелы, обнаруженные в данных.
Цифровые данные
Цифровые 3D-формы можно читать в i.е. широко распространенными форматами STL + DXF-3D-Face. При желании в соответствии с описанием могут быть добавлены другие форматы.
CAD + Дизайн:
- Импорт: фотографии (BMP, JPG, GIF, PCX) STL (ASCII + двоичный), DXF-3D-Face, рельеф (HRP, HRL, RLF).
- Функции фильтра, вкл. щелевой фильтр.
- Функции редактирования.
- Навигатор для удобства эксплуатации.
- Полная поддержка программы (онлайн-помощь).
CAM + Экспорт данных фрезерования:
- Администрирование инструментов и библиотека инструментов с геометрией инструмента и технологическими данными.
- Высококачественный и быстрый расчет коррекции инструмента с возможностью задания траектории фрезерования для нескольких инструментов одновременно.
- Определение глубины резания с помощью техники регулируемого слоя и стратегии запуска 3D.
- Несколько траекторий фрезерования: фрезерование / линии горизонтальное, вертикальное, угловое. Скручивание контура, скручивание прямоугольника, фрезерование / вращение линий в контуре / прямоугольнике…
- 3D-просмотр данных фрезерования
- Помощь при экспорте с повторением фрезерования, эталонный экспорт.Интегрированное моделирование траектории фрезерования позволяет восстановить контроль данных фрезерования с ЧПУ с помощью трехмерного представления данных фрезерования, вида объема и т. Д.
- Экспорт: DIN / ISO (бесплатная версия; экспорт возможен только в WIN PCNC) / Isel-NCP / HP-GL3D / LG1.
- Экспорт данных через экспортный фильтр DIN / ISO (в стандартную поставку включено более 90 идиом).
- 3-осевая обработка почти на всех фрезерных центрах (DIN / ISO).
- 4-осевая цилиндрическая гравировка по DIN / ISO.

Создание литофании:
С помощью модуля «Рельеф» вы также можете создавать прекрасные литофанные изображения на прозрачном материале. При освещении спереди результаты фрезерования показывают только рельефный пейзаж. Однако при задней подсветке он откроет всю красоту фотографии в градациях серого.
При освещении спереди результаты фрезерования показывают только рельефный пейзаж. Однако при задней подсветке он откроет всю красоту фотографии в градациях серого.
Лучшие структуры можно увидеть на гравюрах, как на реальных фотографиях. Столетия назад этот метод уже применялся в производстве фарфора и т. Д. Эти процессы были очень дорогими и требовали много времени; сегодня фарфоровый литопан вряд ли доступен по цене.
С помощью ContruCAM-3D CAD CAM это можно сделать профессионально и с высоким качеством.
3 шага, которые необходимо сделать для резки МДФ на фрезерных станках с ЧПУ
Три шага, которые необходимо выполнить для резки МДФ на фрезерных станках с ЧПУ
МДФ — это обычный древесный материал, используемый при деревообработке. Научиться работать с ним очень легко, просто следуйте этим шагам, и вы станете увереннее в своей работе.
Шаг первый: изучение МДФ
Древесноволокнистая плита средней плотности (МДФ) представляет собой конструктивное деревянное изделие, получаемое путем измельчения остатков твердой или мягкой древесины на древесные волокна, комбинирования их с воском и связующим на основе смолы и формирования панелей путем применения высоких температур и давление.
МДФ обычно плотнее фанеры. Он состоит из отдельных волокон, но может использоваться как строительный материал, аналогичный по применению фанере. Он прочнее и намного плотнее ДСП.
К сведению: по сравнению с массивной древесиной и МДФ резка и гравировка на таких деревянных конструкциях, как ДСП и фанера, являются более сложными. Поскольку древесные волокна, используемые при производстве синтетической древесины, могут не относиться к одному и тому же типу древесины и могут сочетаться с другими материалами, твердость каждой части не одинакова.
Поэтому я не рекомендую Фрезы из поликарбоната для обработки деревянных конструкций, если вы не уверены в материале, из которого изготовлена плита, некоторые древесно-стружечные плиты и фанера плохого качества могут содержать мелкие камни, деревянные сучки или твердые предметы, которые могут легко повредить лезвие фрезы.
Цельнотвердосплавные двойные спиральные канавки Фрезы с верхним фрезом — хороший выбор для резки МДФ. Две большие канавки позволяют легко удалять стружку и удерживать биты в равновесии во время вращения. Они также устойчивы к высоким температурам, а твердый карбид вольфрама может гарантировать длительный срок службы. (См. Таблицу предлагаемых размеров в реальном использовании ниже)
Две большие канавки позволяют легко удалять стружку и удерживать биты в равновесии во время вращения. Они также устойчивы к высоким температурам, а твердый карбид вольфрама может гарантировать длительный срок службы. (См. Таблицу предлагаемых размеров в реальном использовании ниже)
Шаг второй: определение скорости подачи, числа оборотов в минуту и нагрузки на стружку (с фактическими данными)
Изучение рабочего материала и выбор подходящих фрез для резки MDF — это первый шаг к работе с MDF работающий.
Еще один важный шаг — полностью понять лучшую скорость резания (ретрансляцию подачи), число оборотов фрезера (обороты в минуту) и то, как на них влияет стружка.
Скорость резания — это разница скоростей (относительная скорость) между режущим инструментом и поверхностью обрабатываемой детали, на которой он работает.
об / мин (оборотов в минуту) — это количество оборотов в минуту.
Загрузка стружки относится к размеру стружки, образующейся во время резки. Основная цель — получить максимально возможную стружку, чтобы вы могли повысить производительность, снизить нагрев МДФ и фрезы, а также предотвратить преждевременное затупление. Загрузка микросхемы слишком мала, значит биты быстрее нагреваются и затупляются; слишком высокая нагрузка на стружку означает, что фрезы будут вызывать плохую отделку поверхности, а в худшем случае биты ломаются.
Основная цель — получить максимально возможную стружку, чтобы вы могли повысить производительность, снизить нагрев МДФ и фрезы, а также предотвратить преждевременное затупление. Загрузка микросхемы слишком мала, значит биты быстрее нагреваются и затупляются; слишком высокая нагрузка на стружку означает, что фрезы будут вызывать плохую отделку поверхности, а в худшем случае биты ломаются.
Нагрузка на стружку = Скорость подачи / [об / мин x количество канавок], эта формула показывает соотношение между нагрузкой на стружку, RMP и скоростью подачи, которая может дать приблизительное значение в качестве справки.
Каждый вид фрез с ЧПУ имеет разную нагрузку на стружку, а также резка разных материалов имеет разную нагрузку на стружку.
Для резки МДФ 1,8–1,5 см достаточно N2LX622 с CED 6 мм. N2LX415 предназначен для резки МДФ 1,2-0,7 см и толщиной менее 0,7, вы можете использовать N2LX3.12.
Вот примерная цифра для резки МДФ различной толщины:
Толщина (см) | Тип бит | CED (мм) | CEL (мм) | SHK (ММ) | OVL (мм) | Нагрузка на стружку на зуб (мм) |
1. | N2LX622 | 6 | 22 | 6 | 50 | 0.1524-0.2032 |
1-0,7 | N2LX415 | 4 | 15 | 4 | 40 | 0.127-0,1778 |
Менее 0,7 | N2LX3.12 | 3,175 | 12 | 3,175 | 12 | 0.127-0,1778 |
 8-1,2
8-1,2 Обычно мы используем 18000 об / мин для резки МДФ, но необходимо отрегулировать скорость подачи, например:
Рекомендуемый параметр для резки МДФ 1,8-1,2 см:
об / мин: 18000 об / мин
Скорость подачи: 10-11 м / мин
Рекомендуемый параметр для резки МДФ 1-0,7 см:
18000 об / мин
Скорость подачи: 7-8 м / мин
Для другой модели, пожалуйста, оставьте обычную, я отвечу вам как можно скорее.
Шаг третий: тестирование
Ниже представлена стратегия, которая может вам понадобиться при тестировании незнакомых битов.Это особенно хорошо работает для маршрутизаторов. Оптимизация скорости подачи и скорости:
Начните с числа оборотов в минуту, рассчитанного для нагрузки на стружку для разрезаемого материала.
(18000 об / мин для резки MDF)
2. Увеличивать скорость резания (скорость подачи) на 1 м / с за раз, пока кромка детали не станет шероховатой или прижимы не начнут терять контроль. Затем уменьшите скорость на 10%.
3. Уменьшить, когда край детали станет шероховатым, а затем снова увеличить число оборотов в минуту, пока чистовая обработка не станет приемлемой.
4. Это оптимизирует число оборотов и скорость для удаления максимально возможной стружки.Чтобы уменьшить объем необходимой работы, предоставляется диапазон подачи и скорости для начала (шаг 1 выше). Чтобы повысить производительность, оптимизируйте подачу и скорость, как описано выше. Если есть какие-либо проблемы с отделкой поверхности, отрегулируйте до приемлемых характеристик. Если возникает много проблем с удержанием работы, может потребоваться пересмотреть метод удержания, чтобы убедиться, что он адекватен.
Если есть какие-либо проблемы с отделкой поверхности, отрегулируйте до приемлемых характеристик. Если возникает много проблем с удержанием работы, может потребоваться пересмотреть метод удержания, чтобы убедиться, что он адекватен.
Наконец, если вы по-прежнему сталкиваетесь с некоторыми проблемами во время работы или не уверены, какие типы фрез с ЧПУ вам следует использовать, не стесняйтесь обращаться к RicoCNC — компании по производству профессиональных инструментов , мы ответим вам, как только сможем.
Удачи!
скоростей, подач, оборотов в минуту и глубины за проход. Отправные точки для дерева в системе STEPCRAFT CNC
Мы получаем много вопросов от клиентов об оптимальных скоростях и подачах, оборотах в минуту и глубине за проход для машин STEPCRAFT при работе с деревом. Как и во многих случаях, связанных с ЧПУ, существует много методов проб и ошибок, чтобы найти оптимальные настройки для вашего конкретного станка, материала и фрезы (концевой фрезы), которую вы используете. На рынке и в Интернете есть калькуляторы скорости и подачи, но во многих случаях они чрезмерно усложняют процесс, особенно когда вы работаете с деревом. В этой статье я хочу поговорить о некоторых хороших отправных точках, которые вы можете использовать в качестве основы для выполнения ваших первых успешных пропилов в дереве на вашем ЧПУ STEPCRAFT.
На рынке и в Интернете есть калькуляторы скорости и подачи, но во многих случаях они чрезмерно усложняют процесс, особенно когда вы работаете с деревом. В этой статье я хочу поговорить о некоторых хороших отправных точках, которые вы можете использовать в качестве основы для выполнения ваших первых успешных пропилов в дереве на вашем ЧПУ STEPCRAFT.
Пара вещей, которые нам нужно обсудить в первую очередь.
- Если вы используете станок STEPCRAFT версии 1, вам необходимо знать, что ваша максимальная скорость подачи составляет 30 мм / сек.
- Если вы используете станок STEPCRAFT-2, то ваша максимальная скорость подачи составляет 50 мм / сек.
- Обратите внимание на количество канавок на вашей концевой фрезе, а также на тип канавок (верхняя спираль, нижняя спираль, прямая, компрессионная и т. Д.).Спираль с 2 зубцами вверх будет иметь другие настройки, чем спираль с 2 зубьями сжатия или спираль вниз. Поэтому вы хотите отметить это, особенно если вы собираетесь сохранить информацию об инструменте, как предложено ниже.

Важно знать эти значения, чтобы вы не устанавливали программное обеспечение, превышающее их — вы не можете заставить машину работать быстрее, чем она способна.
Кроме того, эти значения, которые я привожу ниже, являются лишь отправной точкой. У вас будут разные результаты в зависимости от используемого шпинделя, количества канавок в сверле и стиля сверла.
В программах Vectric вы выбираете инструмент из базы данных инструментов. Экран будет выглядеть так:
НАЗВАНИЕ — Здесь вы можете указать конкретное имя для вашего инструмента. Я всегда использую указанный формат — тип инструмента (диаметр). Вы также можете добавить тип материала, для которого предназначен этот инструмент. Со временем вы определите оптимальные настройки для различных материалов, которые вы используете, и можете назвать этот инструмент для этого материала, чтобы вам не приходилось каждый раз проходить через этот процесс.Например, я мог бы назвать этот инструмент «Концевая фреза (0,125 ″) MDF», и в следующий раз, когда я запустил MDF, я могу выбрать этот инструмент и знать, что мои настройки верны.
ГЕОМЕТРИЯ — Здесь вы должны ввести диаметр инструмента и выбрать «дюймы» или «мм»
РЕЗКА ПАРАМЕТРЫ
- ПРОХОД ГЛУБИНА — Для дерева мое правило большой палец — всегда делать это число 1/2 диаметра инструмента. Итак, в случае с концевой фрезой 0,125 дюйма (1/8 дюйма) я установил глубину прохода на 0.0625 ″ (1/16 ″). В зависимости от дерева, которое вы режете, вы можете увеличить это значение. Например, сосна хорошо режет на глубине 0,125 дюйма (1/8 дюйма), тогда как дуб хорошо режет на глубине 0,0625 дюйма (1/16 дюйма). ПРИМЕЧАНИЕ. Как правило, вы не должны превышать диаметр инструмента, так как это может снизить нагрузку на станок, шпиндель и инструмент. Единственное исключение — это очень легкий материал, такой как пенопласт или пробка.
- STEPOVER — этот параметр используется при кармановании; при удалении материала между векторами.Если вы думаете об степпинге как о стрижке газона. Когда вы делаете один проход, вы слегка перекрываете предыдущий проход, чтобы не оставлять небольшую полосу травы неразрезанной. Шаговое движение — это то же самое, оно относится к количеству перекрытия между проходами. 40% — это значение по умолчанию, которое подходит для большинства проходов обработки карманов и черновой обработки (при вырезании трехмерных объектов). При выполнении чистовых проходов вы должны уменьшить это число до 10%, особенно при использовании концевой фрезы со сферической головкой 1/16 дюйма для резьбы деталей.Это даст вам лучший результат.
 Когда вы делаете один проход, вы слегка перекрываете предыдущий проход, чтобы не оставлять небольшую полосу травы неразрезанной. Шаговое движение — это то же самое, оно относится к количеству перекрытия между проходами. 40% — это значение по умолчанию, которое подходит для большинства проходов обработки карманов и черновой обработки (при вырезании трехмерных объектов). При выполнении чистовых проходов вы должны уменьшить это число до 10%, особенно при использовании концевой фрезы со сферической головкой 1/16 дюйма для резьбы деталей.Это даст вам лучший результат.
Когда вы делаете один проход, вы слегка перекрываете предыдущий проход, чтобы не оставлять небольшую полосу травы неразрезанной. Шаговое движение — это то же самое, оно относится к количеству перекрытия между проходами. 40% — это значение по умолчанию, которое подходит для большинства проходов обработки карманов и черновой обработки (при вырезании трехмерных объектов). При выполнении чистовых проходов вы должны уменьшить это число до 10%, особенно при использовании концевой фрезы со сферической головкой 1/16 дюйма для резьбы деталей.Это даст вам лучший результат.ПОДАЧА И СКОРОСТИ
- СКОРОСТЬ ШПИНДЕЛЯ — Если вы используете шпиндель STEPCRAFT HF-500, то это число будет контролировать число оборотов в минуту. Если вы используете Dremel или фрезерный станок, такой как Dewalt DW611 или KRESS, то этот номер не повлияет на работу. Хорошее практическое правило для частоты вращения (при использовании HF500) — поддерживать настройку на уровне 15 000 об / мин или выше для резки древесины. У вас будет более высокая скорость резца, что облегчит резку инструментом и обеспечит лучшую отделку.Однако нет причин бежать на полной скорости. . Это только заставит шпиндель вращаться слишком быстро.
 У вас будет более высокая скорость резца, что облегчит резку инструментом и обеспечит лучшую отделку.Однако нет причин бежать на полной скорости. . Это только заставит шпиндель вращаться слишком быстро.
У вас будет более высокая скорость резца, что облегчит резку инструментом и обеспечит лучшую отделку.Однако нет причин бежать на полной скорости. . Это только заставит шпиндель вращаться слишком быстро.Поиск оптимального числа оборотов в минуту — Вы можете слушать шпиндель во время резания. Если кажется, что он напрягается или стучит, увеличьте число оборотов в минуту. Чтобы определить, не слишком ли быстро вы вращаетесь, вы можете снизить частоту вращения до тех пор, пока не почувствуете, что она немного болтается, а затем увеличивать ее до тех пор, пока не исчезнет изменение звука частоты вращения во время резки.
- СКОРОСТЬ ПОДАЧИ — При пилении древесины на СТЕПНОМ ТРАНСПОРТЕ я всегда рекомендую установить это значение на 1/2 максимальной скорости подачи машины.Таким образом, для машины версии 1 это значение будет 15 мм / сек, а для машины версии 2 — 25 мм / сек. После выполнения задания вы можете увеличить эту скорость подачи, отрегулировав F act в UCCNC. Когда вы достигнете 200%, вы будете на полной скорости машины.
 Когда вы достигнете 200%, вы будете на полной скорости машины.
Когда вы достигнете 200%, вы будете на полной скорости машины.Поиск оптимальной скорости подачи — Я всегда начинаю работу, а затем слушаю шпиндель и бит. Я хочу услышать стук сверла или напряжение шпинделя. Если вы слышите то же самое, уменьшите F act в UCCNC, пока он не станет лучше звучать.Если это звучит без усилий, вы можете увеличить скорость подачи, пока не услышите какие-либо признаки напряжения или дребезжания. Когда вы достигнете 200%, вы работаете на максимальной скорости машины. Если вы достигли этого уровня, и это все еще звучит легко, вы можете вернуться к настройкам инструмента для этого материала и увеличить глубину за один проход, оставив скорость подачи 25 мм / сек. Затем вы начинаете весь процесс с новой глубины резания.
В качестве примера, если бы я достиг 200% при 0,0625 ″ (1/16 ″), и это звучало хорошо, то я бы увеличил глубину прохода до 0.125 ″ (1/8 ″) и попробуйте разрезать этот материал еще раз. Я бы продолжал регулировать скорость до тех пор, пока не стал звучать так, как будто она напрягается, а затем снизила скорость на 10%. Поэтому, если мне удалось достичь 150% до того, как я заметил какое-либо напряжение, я вернусь к настройкам инструмента, изменю скорость на 37 мм / сек и переименую этот инструмент для этого материала. Поэтому, когда я режу тот же самый материал, я могу просто выбрать этот инструмент, и эти настройки будут оптимизированы (при условии, что я использую тот же инструмент с таким же количеством канавок).
Я бы продолжал регулировать скорость до тех пор, пока не стал звучать так, как будто она напрягается, а затем снизила скорость на 10%. Поэтому, если мне удалось достичь 150% до того, как я заметил какое-либо напряжение, я вернусь к настройкам инструмента, изменю скорость на 37 мм / сек и переименую этот инструмент для этого материала. Поэтому, когда я режу тот же самый материал, я могу просто выбрать этот инструмент, и эти настройки будут оптимизированы (при условии, что я использую тот же инструмент с таким же количеством канавок).
В качестве последнего практического правила я стараюсь не разгонять машину до скорости более 45 мм / сек.Шаговые двигатели будут иметь больший крутящий момент на более низких скоростях, а работа на максимальной скорости может увеличить изменения, которые вы теряете во время работы, если, например, вы пробегаете узел в дереве, который будет труднее разрезать. Более низкие скорости подачи будут иметь больший крутящий момент.
СКОРОСТЬ ПЛАЗНЕНИЯ — Это скорость, с которой сверло входит в древесину. Имейте в виду, что концевые фрезы предназначены для резки сбоку, а сверла предназначены для вертикальной резки. Концевую фрезу нельзя погружать в материал, как сверло.Для большинства видов древесины я обычно устанавливаю скорость погружения 10 мм / сек или меньше. Однако, если я использую рамп хотя бы на один дюйм, я могу увеличить его. Мы обсудим Рампы в другом посте. На данный момент лучшее практическое правило — держать это значение на уровне 10 или меньше.
Имейте в виду, что концевые фрезы предназначены для резки сбоку, а сверла предназначены для вертикальной резки. Концевую фрезу нельзя погружать в материал, как сверло.Для большинства видов древесины я обычно устанавливаю скорость погружения 10 мм / сек или меньше. Однако, если я использую рамп хотя бы на один дюйм, я могу увеличить его. Мы обсудим Рампы в другом посте. На данный момент лучшее практическое правило — держать это значение на уровне 10 или меньше.
РЕЗЮМЕ
Если вы будете использовать это в качестве руководства при резке и резке деревянных материалов на СТЕПКОРЕ, вы обнаружите, что процесс поиска оптимальных скоростей резания намного проще. Если у вас есть дополнительные вопросы, оставьте комментарий к этому сообщению или напишите нам по адресу [email protected]
Как использовать MDF для оснастки для композитов
Вы ищете способ изготовления дешевых моделей, заглушек и форм с ЧПУ для проектов из стекловолокна или других композитов? МДФ не самый лучший, но может быть именно то, что вам нужно. Эта статья посвящена созданию оснастки из МДФ для композитов!
Эта статья посвящена созданию оснастки из МДФ для композитов!
Существует так много способов создания композитной оснастки из красивых специализированных продуктов, которые режут, как масло, а отделывают, как стекло … и все же так много МДФ. Он популярен, потому что это самый дешевый и достойный материал для небольших заглушек и прямых форм, и он достаточно хорошо работает. Я сократил его буквально тоннами и без колебаний рекомендую его для очень многих приложений, где мало денег и времени, а вам нужно что-то, что просто будет работать.
Эта статья — квинтэссенция многолетних неудач и успехов с инструментами из МДФ.
Содержание
Что такое МДФ?
Древесноволокнистая плита средней плотности — это просто древесное волокно, смешанное со смолой и спрессованное в лист в прессе с огромным подогревом. Есть много разновидностей — много смол и плотностей. Его толщина составляет от 1/8 дюйма до нескольких дюймов. Его традиционно изготавливают с использованием карбамидоформальдегидного клея, но существуют варианты без формальдегида. МДФ более плотный, чем большая часть фанеры, и довольно тяжелый, и с ним трудно работать, особенно при использовании листов толщиной в 1 дюйм или гигантских клеев. Одним из основных факторов является то, что это изделие из дерева, в котором содержится вода — иногда много. Он принципиально возобновляем и теоретически будет разлагаться биологически, но не надолго, если мы добавим в него смолу.
МДФ более плотный, чем большая часть фанеры, и довольно тяжелый, и с ним трудно работать, особенно при использовании листов толщиной в 1 дюйм или гигантских клеев. Одним из основных факторов является то, что это изделие из дерева, в котором содержится вода — иногда много. Он принципиально возобновляем и теоретически будет разлагаться биологически, но не надолго, если мы добавим в него смолу.
Когда это использовать
Для небольших форм, подобных показанным выше, это может быть отличным рентабельным и быстрым вариантом инструмента. Для более крупных вещей это часто хороший вариант, но есть вещи, на которые следует обратить внимание и на которые следует обратить внимание — именно об этом эта статья.С этого момента я буду использовать слово «плесень» для обозначения фигурной поверхности — если вы замените его «пробкой», это нормально.
У меня есть несколько практических правил относительно того, когда использовать MDF, и, как и большинство практических правил, есть исключения и «резиновые» области, где вы можете избежать неприятностей, если будете осторожны. Большая выгода — это всегда цена. Как правило, если вы можете позволить себе что-то получше, дерзайте. См. Таблицу ниже, чтобы понять, насколько дешевле даже высококачественный МДФ по сравнению с другими распространенными инструментами для досок!
Большая выгода — это всегда цена. Как правило, если вы можете позволить себе что-то получше, дерзайте. См. Таблицу ниже, чтобы понять, насколько дешевле даже высококачественный МДФ по сравнению с другими распространенными инструментами для досок!
МДФ хорошо подходит для форм, которые достаточно малы, чтобы их можно было склеить в один «клей-ап» в вакуумных мешках.«Если вы соберете все вместе и поместите в машину, все будет в порядке. Для меня это означало практический максимум 5х12 футов (1,5 х 4 м) и редко более 12 дюймов (300 мм) в толщину. Чем больше вы пойдете, тем больше у вас будет проблем.
Длинные и тонкие — это нормально — это толщина, которая вам понравится!
МДФ хорош для изготовления одноразовых деталей из препрега, которые не обязательно должны быть красивыми сразу после обработки или иметь высокую геометрическую точность. Его можно готовить, если он упакован в конверт и не нагревается выше 200F / 95C.Вы можете полностью нагреться, но чем дальше 100C вы пройдете, тем хуже станет — из-за воды. Когда вы готовите, он сжимается во всех размерах, но особенно заметно в направлении стопки. Для высоких штабелей это приведет к заметному масштабированию вашей детали, а по мере удаления влаги она может треснуть. Не рассчитывайте на красивую поверхность, если вы не используете защитную пленку или клейкий тефлон — и даже тогда ожидайте увидеть линии подъема на клеевых соединениях. Также не рассчитывайте на то, что ваши формы прослужат дольше нескольких поваров.Особенно, если вы обрабатываете в автоклаве — ожидайте 0,85 повара, если вы помещаете МДФ в автоклав!
Когда вы готовите, он сжимается во всех размерах, но особенно заметно в направлении стопки. Для высоких штабелей это приведет к заметному масштабированию вашей детали, а по мере удаления влаги она может треснуть. Не рассчитывайте на красивую поверхность, если вы не используете защитную пленку или клейкий тефлон — и даже тогда ожидайте увидеть линии подъема на клеевых соединениях. Также не рассчитывайте на то, что ваши формы прослужат дольше нескольких поваров.Особенно, если вы обрабатываете в автоклаве — ожидайте 0,85 повара, если вы помещаете МДФ в автоклав!
Для заглушек, которые не обязательно должны быть герметичными, обработанные блоки можно собирать в большие объемы, но существует риск распечатывания стыков на деталях, если тепло от отверждаемой смолы становится слишком высоким. Это относится к сфере «жульничества», и вы можете избежать неприятностей с множеством вещей, если вы хорошо разбираетесь в материалах и процессе. У вас также могут быть большие дорогостоящие ошибки!
Формы для МДФ ручной сборки
В то время как большая часть этой статьи посвящена обработке МДФ с ЧПУ для изготовления композитной оснастки, это также очень универсальный материал для ручной сборки. МДФ предназначен для изготовления недорогой готовой мебели и краснодеревщиков, а также для получения красивой блестящей стабильной поверхности — точно так же, как мы хотим для наших форм. Многие из тех же деталей уплотнения и отделки применимы как к ручным формам, так и к механически обработанным. Поскольку у МДФ есть твердый поверхностный слой, его можно использовать для формирования плоских панелей или слегка изогнутых форм. Его можно использовать как полосовую обшивку, и его можно найти в виде тонких листов толщиной 1/8 дюйма / 3 мм, которые можно легко сгибать и ламинировать. И, конечно же, он прекрасно обрабатывается с использованием стандартных ручных инструментов по дереву, таких как фрезерные станки, пилы и формовщики.Так что, хотя эта статья в основном посвящена рабочему процессу, связанному с ЧПУ, пожалуйста, используйте любую информацию, которую вы можете, чтобы составить план по использованию инструментов. МДФ — отличный выбор!
МДФ предназначен для изготовления недорогой готовой мебели и краснодеревщиков, а также для получения красивой блестящей стабильной поверхности — точно так же, как мы хотим для наших форм. Многие из тех же деталей уплотнения и отделки применимы как к ручным формам, так и к механически обработанным. Поскольку у МДФ есть твердый поверхностный слой, его можно использовать для формирования плоских панелей или слегка изогнутых форм. Его можно использовать как полосовую обшивку, и его можно найти в виде тонких листов толщиной 1/8 дюйма / 3 мм, которые можно легко сгибать и ламинировать. И, конечно же, он прекрасно обрабатывается с использованием стандартных ручных инструментов по дереву, таких как фрезерные станки, пилы и формовщики.Так что, хотя эта статья в основном посвящена рабочему процессу, связанному с ЧПУ, пожалуйста, используйте любую информацию, которую вы можете, чтобы составить план по использованию инструментов. МДФ — отличный выбор!
Выбор изделий из МДФ
Не все МДФ одинаковы. Некоторые из них создают очень нездоровую пыль из формальдегида, используемого для их склеивания. Более дешевые изделия из МДФ имеют тенденцию иметь переменную плотность по толщине листа. Края твердые и плотные, а середина похожа на пушок и легко раскалывается.
Некоторые из них создают очень нездоровую пыль из формальдегида, используемого для их склеивания. Более дешевые изделия из МДФ имеют тенденцию иметь переменную плотность по толщине листа. Края твердые и плотные, а середина похожа на пушок и легко раскалывается.
Настоятельно рекомендую приобретать неформальдегидный влагостойкий МДФ премиум-класса. Есть несколько брендов, производящих похожие продукты, но больше всего мне знакома Roseburg Medex. МДФ более высокого качества может быть в два раза дороже стандартных материалов для лесных складов / больших ящиков, но если вы собираетесь довести его до любого вида запечатанной, отшлифованной краской, это окупится экономией труда доллар за доллар. Бонусом будет более безопасная пыль, большая стабильность и меньшая склонность к разрушению.Если вы хотите сравнить механические свойства, возьмите полосу шириной 4 дюйма каждой и сломайте ее над козлом козла или перед мусорным баком. Почувствуйте разницу в жесткости и посмотрите на структуру разрыва.
Но не верьте мне, купите по каждой и посмотрите, что вам больше нравится. Следите за всеми переменными и не покупайте больше дешевых вещей только потому, что они дешевы, и не позволяйте делать это своему боссу или людям, которые покупают. Вы получаете то, за что платите — и никто не должен дышать формальдегидом.Так что избегайте строительных магазинов (Home Depot, Lowe’s — я имею в виду вас.) MDF и попросите местный склад пиломатериалов или оптовый торговец заказать вам что-нибудь приличное.
Толщина — другое решение. Я обнаружил, что-дюймовые листы — это столько, сколько мне нужно. Если у вас есть панельная пила и два человека, 1 дюйм, вероятно, тоже подойдет. Сравните цену за лист с фактическим объемом материала, потому что часто она совсем не равна за единицу объема. Одна проблема с тонким картоном заключается в том, что для получения заданной толщины требуется больше клеевых швов, а для разрезания штабелей требуется больше труда.Рассчитайте и решите.
Заготовки для склеивания
Многослойные блоки МДФ, которые вы склеиваете, я называю «заготовками». Не знаю почему, но, вероятно, я где-то работал, и они называли их пустыми. Я также называю их «склеиваниями», но только если они более сложные, а не прямоугольные. Хотите увидеть, как я склеиваю в четыре раза быстрее, чем обычно? Посмотрите это видео:
Не знаю почему, но, вероятно, я где-то работал, и они называли их пустыми. Я также называю их «склеиваниями», но только если они более сложные, а не прямоугольные. Хотите увидеть, как я склеиваю в четыре раза быстрее, чем обычно? Посмотрите это видео:
Вам захочется склеивать заготовки зажимами, потому что это кажется проще.Я всегда хотел этого, и если бы это не было для чего-то очень маленького и низкоприоритетного, это всегда было плохой идеей. Вакуумная упаковка — лучший вариант. Если вы отключите систему, это будет быстрее и дешевле, если учесть труд, материалы и риск поломок.
Проблема с зажимами в том, что они не вытягивают воздух из клеевых швов. Хомутов всегда не хватает, и они обеспечивают неравномерное давление.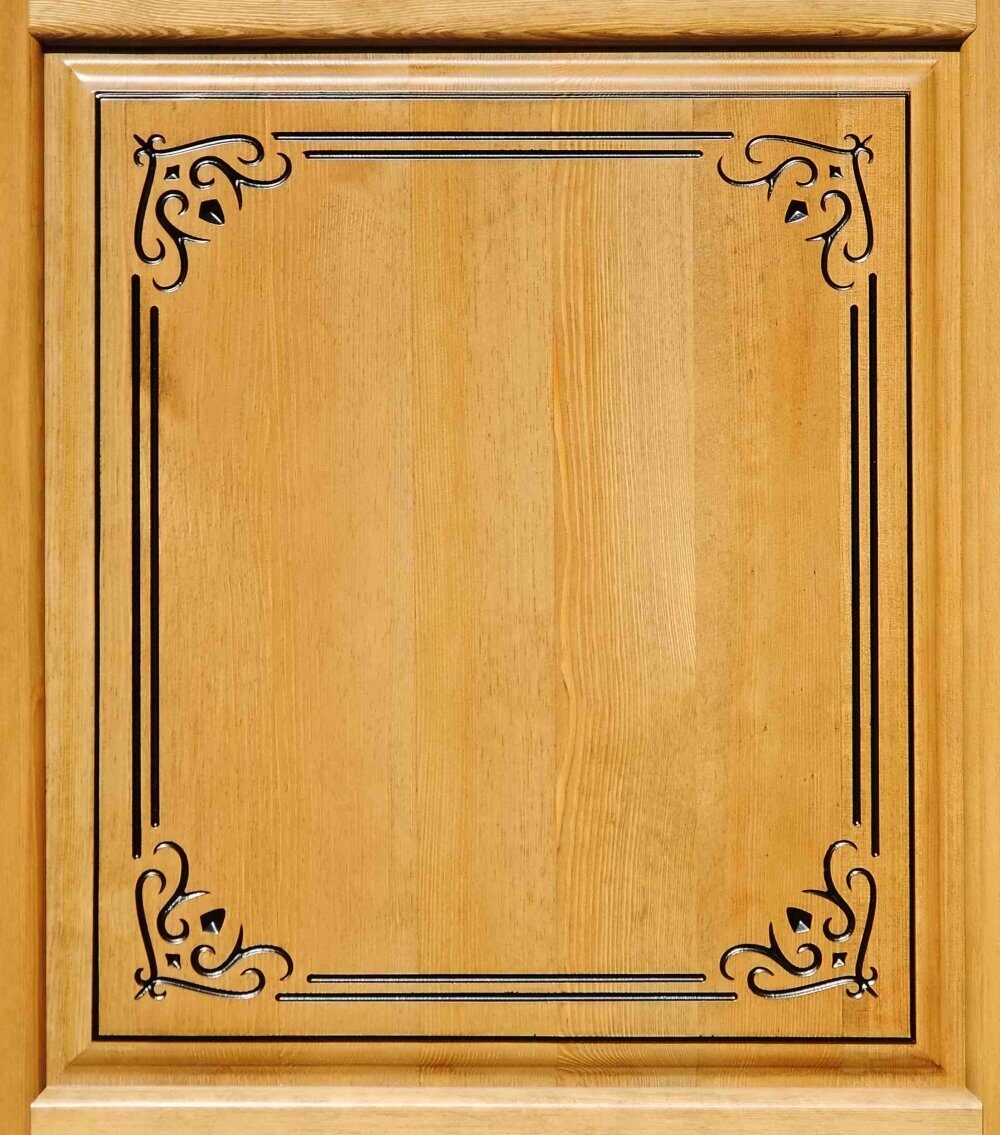 Зажимы также заставляют слои скользить, и все покрывается клеем.В результате вы получите большие плоские пузыри, и когда вы будете обрабатывать клеевые швы, пузыри будут не связанными участками. Вы действительно не можете это исправить. Вы можете ввести туда смолу, и это будет нормально, но это почти всегда плохое использование времени, и если вы пропылесосите мешок и / или приготовите штабель МДФ позже, это заставит все эти несвязанные области двигаться. Также избегайте соблазна скрутить блоки вместе, а потом вернитесь и открутите винты. Вы совершенно забудете хотя бы об одном винте и ударите его дорогой твердосплавной концевой фрезой.Спроси меня, откуда я знаю.
Зажимы также заставляют слои скользить, и все покрывается клеем.В результате вы получите большие плоские пузыри, и когда вы будете обрабатывать клеевые швы, пузыри будут не связанными участками. Вы действительно не можете это исправить. Вы можете ввести туда смолу, и это будет нормально, но это почти всегда плохое использование времени, и если вы пропылесосите мешок и / или приготовите штабель МДФ позже, это заставит все эти несвязанные области двигаться. Также избегайте соблазна скрутить блоки вместе, а потом вернитесь и открутите винты. Вы совершенно забудете хотя бы об одном винте и ударите его дорогой твердосплавной концевой фрезой.Спроси меня, откуда я знаю.
Вакуумная упаковка относительно чиста и немного лучше удерживает клей от людей. Это также позволяет медленно опустить сумку и убедиться, что все слои выровнены. Если у вас простая заготовка, вы можете накрыть углы уголком картонной упаковки, и это автоматически выровняет вещи. Вам не понадобится отслаивающийся слой или дышащая ткань — достаточно нескольких полосок инфузионного средства в виде сетки над деталью. Вы можете отрезать его, если удалите сухие части, которые не пропитались и не приклеились к детали.Сухой материал оборачивается вокруг резака. Используйте самое дешевое вакуумное соединение — кусок инфузионного шланга, обернутый проточной средой. Если вы настоящий волшебник и не тратите деньги на дорогостоящие алюминиевые фитинги, шланги и быстроразъемные соединения, тогда дерзайте — я испортил больше, чем хотел бы признать!
Вы можете отрезать его, если удалите сухие части, которые не пропитались и не приклеились к детали.Сухой материал оборачивается вокруг резака. Используйте самое дешевое вакуумное соединение — кусок инфузионного шланга, обернутый проточной средой. Если вы настоящий волшебник и не тратите деньги на дорогостоящие алюминиевые фитинги, шланги и быстроразъемные соединения, тогда дерзайте — я испортил больше, чем хотел бы признать!
Возникает вопрос о том, как положить стопку листов МДФ на стол или положить ее в конверт на плоской поверхности. Я фанат упаковки в конверты, если вещи маленькие или толстые. Это избавляет от антиадгезионного покрытия стола и риска ошибочного приклеивания МДФ к столу.Заготовку также можно хорошо приклеить перед обработкой и оставить в пакете (с вакуумом или без него), относительно безопасным от влаги, которая может вызвать деформацию. Если у вас большой или сложный клей или он абсолютно должен быть плоским, положите его на стол, но положите немного тонкого малярного пластика под первый слой (и снимите покрытие стола!), Чтобы помочь, когда вы сделаете «демонтаж» ”Это с поверхности стола.
Некоторые полезные вещи, которые можно сделать, когда у вас сложная склейка, и вам нужно, чтобы слои были организованы и выровнены:
- Соберите его насухо и проведите маркером Sharpie по краям каждого слоя, чтобы вы знали, куда наносить клей, и имели визуальный ориентир для размещения каждого слоя.
- Если у вас есть слои, которые должны аккуратно приземляться от края, используйте крошечные блоки МДФ (или инструментальной доски), приклеенные по краю 5-минутной эпоксидной смолой, пока клей высыхает. Вам нужно всего три, чтобы проиндексировать следующий лист. Вы должны быть осторожны с вещами, чтобы не сбить их с толку, но это очень просто и интуитивно понятно.
- Аккуратно разложите слои в том порядке, в котором они вам понадобятся, и пометьте их по слоям. Когда клей начинает разлетаться, все становится менее очевидным.
- Для сложных склейок рассмотрите возможность обработки каждого слоя из листов и соединения частей с помощью неплотно прилегающих стыков головоломки. Это может сэкономить много времени и часов на черновую обработку негабаритных блоков материала.
Клей, или еще лучше: смола!
Для приклеивания заготовок МДФ рекомендую использовать эпоксидку. В идеале вы должны использовать систему смол средней вязкости, которая может полностью отвердиться при комнатной температуре. Вы можете смешивать порциями, если беспокоитесь о слишком быстром отверждении смолы — как только смола окажется в тонком слое между листами, у вас будет достаточно времени.Очевидно, есть пределы — так что проверьте свою смолу и не попадитесь, когда склеиваете большую работу в жаркий день и получаете гель до того, как мешок засосет. Моя смола по умолчанию — это эпоксидная смола 5: 1, отверждаемая при комнатной температуре, такая как WEST System 105.
Вы также можете сэкономить, используя желтый столярный клей. Это не так хорошо, как эпоксидная смола, но это нормально для вещей, которые будут ламинированы или которые не нуждаются в покрытии, кроме листа разделительной пленки или клейкого тефлона. Вам не нужно столько желтого клея, сколько эпоксидной смолы, потому что он не так впитывается.Если вы используете слишком много, останутся жирные, частично засохшие клеевые полоски, что плохо.
Вам не нужно столько желтого клея, сколько эпоксидной смолы, потому что он не так впитывается.Если вы используете слишком много, останутся жирные, частично засохшие клеевые полоски, что плохо.
Сколько клея вам нужно? Я остановился на общей площади 1,5 унции / кв. Меньше может работать, но это рискованно — вы почувствуете смолу и МДФ, которые используете, и сможете установить стандарт. Не оставляйте это неопределенным, если вы делегируете работу — это не та вариативность, которая вам нужна!
Итак, если вы склеиваете трехслойный блок 3х2 дюйма (то есть двухслойные стыки, которые нужно склеить), у вас будет:
2 х (3 х 2) х 1.5 = 18 унций эпоксидной смолы.
Обязательно наденьте его относительно ровно и держитесь примерно на дюйм от края. Вам нужно нанести смолу только на одну поверхность. Оставление другой стороны (нижней части листа, который вы добавляете в стопку) без покрытия, позволяет воздуху выходить из стыка — вверх в сухой лист и за край. Это важно — я видел проблемы, когда люди покрывали суставы с обеих сторон. Вы бы думали, что это не будет проблемой и будет лучше, но это не мой опыт.Ваши результаты могут быть другими.
Это важно — я видел проблемы, когда люди покрывали суставы с обеих сторон. Вы бы думали, что это не будет проблемой и будет лучше, но это не мой опыт.Ваши результаты могут быть другими.
Смола
Infusion кажется хорошей идеей, но я обеспокоен тем, что она всасывается в МДФ и приводит к повреждению стыка. Я не занимался наукой, чтобы проверить это, но видел примеры, которые заставляли меня волноваться. Кроме того, не добавляйте в смолу наполнители или тиксотропные модификаторы. Если у вас есть веская причина использовать добавки, сообщите мне, что это, потому что я могу чего-то упустить, но у меня никогда не было хороших результатов.
Расчет объема запаса
Я предполагаю, что вы собираетесь обрабатывать свои блоки МДФ на станке с ЧПУ, поэтому вы будете работать с 3D-моделью.Вы можете использовать эту модель для проектирования геометрии склейки MDF, которую вы создадите, а затем вы можете использовать 3D-модель MDF в качестве базовой модели для операций CAM. При выборе того, насколько близко будет аппроксимирована конечная поверхность инструмента, и сколько усилий вы готовы приложить к склеиванию, по сравнению с тем, сколько черновой обработки вы хотите сделать, нужно много раздумывать. Черновая обработка МДФ выполняется относительно медленно, и иногда стоит потратить еще два часа на приклеивание блоков и сэкономить четыре часа на ЧПУ.
При выборе того, насколько близко будет аппроксимирована конечная поверхность инструмента, и сколько усилий вы готовы приложить к склеиванию, по сравнению с тем, сколько черновой обработки вы хотите сделать, нужно много раздумывать. Черновая обработка МДФ выполняется относительно медленно, и иногда стоит потратить еще два часа на приклеивание блоков и сэкономить четыре часа на ЧПУ.
Вы должны сделать клей больше, чем готовая модель поверхности, поэтому выберите минимальное превышение размера и сделайте так, чтобы слои не приближались к поверхности, чем это. Если вы разрежете его слишком тонко, небольшие ошибки в совмещении приведут к уменьшению размера при обработке — и вам придется возвращаться и приклеивать куски и ждать, пока клей застынет, прежде чем закончить обработку.
Вот пример 3D-поверхности (желтый) и стандартной модели:
Ложа смоделирована таким образом, чтобы ее было легко собрать и она была близка к конечной поверхности.На модели выше два нижних слоя оставлены длинными на концах для прижима к станине станка. Хорошо подумать о том, как вы будете закреплять материал на машине, и это хорошее время, чтобы спланировать язычки или дополнительный материал для зажимов для ремня, винтов или того, что вы используете.
Хорошо подумать о том, как вы будете закреплять материал на машине, и это хорошее время, чтобы спланировать язычки или дополнительный материал для зажимов для ремня, винтов или того, что вы используете.
Иногда я обнаруживал, что на самом деле стоит вырезать слои на маршрутизаторе и использовать стыки пазлов для выравнивания составных слоев. Обычно это имеет смысл только для деталей странной формы, где есть большой объем, который необходимо вычистить из карманов в геометрии.Обычно имеет смысл придерживаться сборок прямоугольников, которые можно разрезать на столовой или панельной пиле. Вот форма для бушприта перед приклеиванием. Эти слои были обработаны на фрезере, чтобы блок был легким и сэкономил время на склейку:
После того, как вы смоделировали слои блока и получили набор листов и трехмерную модель блока, задача состоит в том, чтобы представить клей таким образом, чтобы он был понятен тем, кто его склеивает. Я часто получал наставления за то, что давал кому-то набросок для склейки, который не понятен никому, кроме меня. Это плохая стратегия, и она приведет к ошибкам, а также к потере времени и раздражению людей. Иметь 3D-модель заготовки, которую вы обрабатываете, не очень хорошо, если она не очень похожа на то, что на самом деле находится на станке — спросите меня, откуда я знаю! Если вы хотите пофантазировать, убедитесь, что измерений достаточно и понятно, что задумано — вид в перспективе и цветовое кодирование, похоже, очень помогают. Часто гораздо проще раскладывать детали из листов на компьютере, даже если вырезка будет ручной — и это избавит от ошибок и путаницы.
Это плохая стратегия, и она приведет к ошибкам, а также к потере времени и раздражению людей. Иметь 3D-модель заготовки, которую вы обрабатываете, не очень хорошо, если она не очень похожа на то, что на самом деле находится на станке — спросите меня, откуда я знаю! Если вы хотите пофантазировать, убедитесь, что измерений достаточно и понятно, что задумано — вид в перспективе и цветовое кодирование, похоже, очень помогают. Часто гораздо проще раскладывать детали из листов на компьютере, даже если вырезка будет ручной — и это избавит от ошибок и путаницы.
Это не МДФ, но вот пример склейки и некоторые детали с цветовой кодировкой, а также руководство по раскладке деталей из листов:
Если вакуум не нужен для деталей, которые вы делаете, вы можете обойтись всевозможными пустотелыми вещами. Вот случай, когда «проблем больше, чем того стоит» в отделе пустоты. Это конструкция «яичный ящик» с приклеенными к ней подъемниками из МДФ, вырезанными на станке с ЧПУ. Эти заглушки обрабатывались как одно целое на большом станке. Они быстро собрались и стоили несколько сотен долларов вместо тысяч пасты или инструментальной доски.Их было два — зеркальные изображения друг друга, поэтому моделирование было почти вдвое дешевле:
Они быстро собрались и стоили несколько сотен долларов вместо тысяч пасты или инструментальной доски.Их было два — зеркальные изображения друг друга, поэтому моделирование было почти вдвое дешевле:
Еще одним приятным моментом в этом процессе (помимо дешевизны) было то, что обработка готовых блоков на самом деле была просто чистовой операцией. Вся черновая обработка проводилась, пока листы оставались листами!
Обработка с ЧПУ
Машинка МДФ
довольно хороша. Я использую только твердосплавные фрезы. Он довольно абразивный по отношению к дереву, но твердосплавная фреза, работающая с разумной нагрузкой на стружку, поэтому она не нагревается, прослужит десятки часов при резке.
Остерегайтесь пыли. Будет много пыли! Ты не хочешь дышать пылью. Даже без формальдегида древесная (и все прочие загадки в вашем МДФ) пыль плохо дышит. Вы также должны использовать экстракцию, чтобы хорошо очистить область вокруг резака. Если при резке имеется слой стружки глубиной в несколько дюймов, вы создаете изолирующую пленку для горячей стружки, выходящей из инструмента, и возникает реальная опасность возгорания.
Не будь такой грязной, как я!
При листовой резке спиральные фрезы со сжатием оставляют чистые края и могут работать за два прохода, если первый проход будет немного глубже, чем верхняя часть фрезы.Я предпочитаю спираль сжатия ⅜ дюйма, хотя я тоже использовал 1/2 дюйма и дюйма. Для вырезания двухмерных фигур вам понадобится достаточно жесткий отрезок, чтобы выдержать тяжелый рез, но нет причин вырезать более широкий прорезь, чем необходимо.
Ознакомьтесь с моей статьей «Основы: обработка поверхностей с ЧПУ», чтобы узнать больше об обработке поверхностей с ЧПУ. Есть некоторые совпадения, но это касается более подробных деталей.
Для трехмерной обработки у вас будут инструменты для черновой и чистовой обработки. Для черновой обработки типичны концевые фрезы с квадратным сечением, но угловые фрезы с радиусом более устойчивы к выкрашиванию и работают более тихо.Но они не такие распространенные и более дорогие. Фрезы со сменными пластинами / пластинами хороши, если вы уверены, что будете резать только пластиной — трение хвостовика или попытка «прорезать» глубже пластины может вызвать множество проблем, в том числе возгорание. Я предпочитаю обрабатывать большие объемы МДФ большой (по сравнению со станком Hp) спиральной концевой фрезой с двумя или тремя канавками. Для поворота фрезы на 1/2 ″ (12 мм) требуется всего несколько лошадиных сил, а стандартный промышленный шпиндель мощностью 8-10 л.с. не будет иметь проблем с резцами 3/4 ″ -1 ″ (20-25 мм).Больше трех флейт, и чипы не очищаются. Две фрезы с канавками, вероятно, лучший выбор для черновой обработки.
Я предпочитаю обрабатывать большие объемы МДФ большой (по сравнению со станком Hp) спиральной концевой фрезой с двумя или тремя канавками. Для поворота фрезы на 1/2 ″ (12 мм) требуется всего несколько лошадиных сил, а стандартный промышленный шпиндель мощностью 8-10 л.с. не будет иметь проблем с резцами 3/4 ″ -1 ″ (20-25 мм).Больше трех флейт, и чипы не очищаются. Две фрезы с канавками, вероятно, лучший выбор для черновой обработки.
Попробуйте обработать окончательную поверхность в пределах ”/ 3 мм перед проходом наплавки. Неравномерная нагрузка при прохождении чистовой фрезой толстой и тонкой шероховатой поверхности может привести к изгибу фрезы и появлению неровностей на готовой поверхности.
Для чистовой обработки фасонных поверхностей обычно подходят шаровые концевые фрезы. Вы можете вычислить шаг перехода для каждого прохода, оценив высоту выступа перекрывающихся профилей шара, но обычно можно просто оценить стандартный шаг для данного диаметра фрезы и желаемой отделки. Отделка обычно делится на «вертикальную часть» и «горизонтальную часть» поверхности. Вы можете использовать контурную или «ватерлинию» для участков поверхности под углом от 45 градусов к вертикали, а затем другую параллельную стратегию для 45 градусов и плоских деталей. Сначала сделайте вертикальную часть, чтобы не столкнуться с риском столкновения сверла с вертикальными стенками материала по краям, где черновой проход не прошел до готовой поверхности! Вы также захотите запрограммировать некоторое перекрытие, чтобы не было пропущенного места или гребня прямо на линии под углом 45 градусов.
Отделка обычно делится на «вертикальную часть» и «горизонтальную часть» поверхности. Вы можете использовать контурную или «ватерлинию» для участков поверхности под углом от 45 градусов к вертикали, а затем другую параллельную стратегию для 45 градусов и плоских деталей. Сначала сделайте вертикальную часть, чтобы не столкнуться с риском столкновения сверла с вертикальными стенками материала по краям, где черновой проход не прошел до готовой поверхности! Вы также захотите запрограммировать некоторое перекрытие, чтобы не было пропущенного места или гребня прямо на линии под углом 45 градусов.
Если вы режете экструзионный профиль (например, крылышко, трубку или фольгу) и чистите взад и вперед по сечению — здесь квадратная концевая фреза может делать более широкий шаг, а плоское пятно остается на дно может быть в порядке.
Вот видео, демонстрирующее обработку МДФ, включая некоторые базовые операции в 3D. Видео из этого проекта MIT Hyperloop 2 Shell демонстрируют простую обработку МДФ и инструменты и могут быть полезны. Всего есть 8 видеороликов, и первые 6 посвящены инструментам — а это в значительной степени то, как работают композиты!
Всего есть 8 видеороликов, и первые 6 посвящены инструментам — а это в значительной степени то, как работают композиты!
Теперь, если вы хотите попробовать настоящий профессиональный маневр (вроде Джоша) и у вас будет немного свободного времени, вы можете обработать МДФ очень близко к окончательной форме, а затем покрыть его смолой.Лучше всего подойдет тонкая смола для настаивания — и действительно загрузите ее, но постарайтесь избегать луж. Дайте ему застыть, а затем вернитесь и обработайте поверхность на следующий день. Вы обнаружите, что смола пропиталась, а МДФ похож на деревянную инструментальную доску — твердую и способную сохранять идеальную четкость. Вы должны убедиться, что шероховатость достаточно близко к готовой поверхности (1 мм или 1/32 дюйма подойдет), и что она хорошо впитывается даже в углах. Другая проблема заключается в том, что вы связываете платформу своей машины за ночь и должны быть уверены, что все повторно индексируется с довольно жесткими допусками.Кроме того, МДФ может деформироваться за ночь после покрытия одной стороны … и вы рискуете приклеить стол маршрутизатора … Но послушайте, если бы это было просто, это было бы просто «способ!»
Другая проблема заключается в том, что вы связываете платформу своей машины за ночь и должны быть уверены, что все повторно индексируется с довольно жесткими допусками.Кроме того, МДФ может деформироваться за ночь после покрытия одной стороны … и вы рискуете приклеить стол маршрутизатора … Но послушайте, если бы это было просто, это было бы просто «способ!»
Сборка составного инструмента
Будет много раз, когда вы захотите построить пресс-форму / заглушку из множества обработанных компонентов. Это замечательно, и это сэкономит много машинного времени и позволит изготавливать сложные большие композитные детали за дешевые деньги. Будьте осторожны, чтобы иметь для этого хорошую стратегию склеивания.Я пытаюсь моделировать такие инструменты, имея в виду сборку. Если вы можете создать хороший «ящик для яиц» для поддержки задней части блоков МДФ, это может оказаться огромным подспорьем и позволит обрабатывать большие формы как единое целое, не ломая их. Часто таким образом можно интегрировать обработанные детали из МДФ в более крупную ручную оснастку.
Вот заглушка корпуса лодки, на которой детали из ДВП показаны в виде сплошных объемов. Все они были обработаны, а оставшаяся более гладкая поверхность была обшита полосами.Примечание: для ясности на этом изображении опущена некоторая структура хорошего качества!
Одно из мест, где вы можете столкнуться с проблемами, — это блоки, перемещающиеся под действием тепла или вакуума. Если вы собираетесь упаковать форму в пакет (что вам нужно сделать с МДФ!), Обязательно соберите несколько блоков вместе при сборке. Если вы не скрепите отдельные блоки очень хорошо и с большим давлением, они будут сдвигаться или треснуть, когда вы будете делать деталь, особенно при нагревании. Легко получить трещину или ступеньку на стыке двух отдельно обработанных блоков.
Посмотрите мои видеоролики о создании оболочки MIT Hyperloop2 Shell — это не фантастика, но она показывает процесс смешивания обработанных и изготовленных вручную поверхностей для создания формы. На видео № 3 показана сборка блоков МДФ, разрезанных на 3-осевом фрезерном станке в более высокий стек.
Маленькая форма из трех частей, которые легко обрабатываются.
Большие шариковые подшипники используются для выравнивания составных форм.
Иногда геометрия, которую нужно построить, поддается не большому блоку, а нескольким меньшим.Хорошо спланировать это и обработать детали отдельно. Постарайтесь, чтобы у вас был план индексации частей, когда вы собираете их вместе. Вот небольшая полуцилиндрическая форма, состоящая из трех частей и склеенных вместе. По сравнению с обработкой огромного блока, это происходило очень быстро и позволяло получить небольшой подрез по бокам. Деталь можно было согнуть для извлечения из формы, но было бы сложно вставить туда трехкоординатный резак!
Если вам нужно выровнять две половины разъемной формы, самый простой способ, который я знаю, — это использовать большие шариковые (1 ″ / 25 мм — мой выбор) подшипники и машинные гнезда с двух сторон.Гнезда должны быть немного (0,5 мм) глубже, чем радиус шара, чтобы при нанесении покрытия на МДФ оставалось место для шара и форма полностью закрылась. Всегда используйте достаточное количество выравнивающих шариков — четыре, вероятно, практический минимум для всего, что не является крошечным. Шарики можно окунуть в разделительный состав, и они выйдут нормально — обычно без большого куска МДФ с собой. Совершенно нормально (и это хорошая идея) сделать шаровые гнезда цилиндрическими, а не обработанными полусферами.Это упрощает их очистку, и если они все затуманиваются, вы можете использовать сверло Форстнера или развертку, чтобы очистить отверстие, не повреждая стороны.
Всегда используйте достаточное количество выравнивающих шариков — четыре, вероятно, практический минимум для всего, что не является крошечным. Шарики можно окунуть в разделительный состав, и они выйдут нормально — обычно без большого куска МДФ с собой. Совершенно нормально (и это хорошая идея) сделать шаровые гнезда цилиндрическими, а не обработанными полусферами.Это упрощает их очистку, и если они все затуманиваются, вы можете использовать сверло Форстнера или развертку, чтобы очистить отверстие, не повреждая стороны.
Герметичный (грунтовка по эпоксидной смоле и стекловолокну) стол с наклеенными на него блоками МДФ. Стекловолокно, эпоксидная смола и грунтовка обеспечивают вакуумное уплотнение, и вся стопка МДФ находится внутри вакуумной оболочки.
Еще один заключительный трюк с пресс-формой, состоящей из нескольких частей, — это сделать индивидуальный вакуумно-плотный стол, а затем приклеить к нему ваш МДФ. Здесь мне нужно было больше высоты, чем можно было бы обработать, и я не хотел склеивать гигантский блок из МДФ. Я быстро сделал из фанеры (точно) угловой стол и положил на него два слоя стекловолокна и немного грунтовки, чтобы запечатать поверхность. Затем я собрал обработанные блоки МДФ в вакуумных мешках на «столе», чтобы не было никаких шансов, что блоки будут двигаться во время сборки детали — и не будет отпечатков швов на детали. Вы можете увидеть выравнивающие клинья по краю, которые я использовал для точного позиционирования основных блоков. Все это было сделано на ЧПУ с ходом по оси Z 10 дюймов — и чтобы добраться до этого этапа, потребовалось всего несколько дней.
Я быстро сделал из фанеры (точно) угловой стол и положил на него два слоя стекловолокна и немного грунтовки, чтобы запечатать поверхность. Затем я собрал обработанные блоки МДФ в вакуумных мешках на «столе», чтобы не было никаких шансов, что блоки будут двигаться во время сборки детали — и не будет отпечатков швов на детали. Вы можете увидеть выравнивающие клинья по краю, которые я использовал для точного позиционирования основных блоков. Все это было сделано на ЧПУ с ходом по оси Z 10 дюймов — и чтобы добраться до этого этапа, потребовалось всего несколько дней.
Отсюда его загрунтовали и обожгли, и оторвалась красивая блестящая деталь. Было даже размещено несколько растений для придания дополнительных свойств. Возможно, это не высокотехнологично, но это отличный способ сделать одноразовый инструмент для предварительной подготовки, инфузии или мокрой укладки в мешках в ситуациях, когда с блоками было бы слишком неудобно работать на плоском столе.
Чистовая
После того, как вы сняли с машины фрезерованный блок МДФ, вам нужно выбрать, как превратить поверхность МДФ во что-то, что вы можете использовать. Это, наверное, самая сложная часть — и самая утомительная. Я проделывал это сотни раз и почти столько же раз пожалел, что сделал это по-другому. Вам нужно будет поэкспериментировать, чтобы увидеть, что вам больше всего нравится, но вот несколько вариантов и несколько вещей, которые вы бы не стали делать.
Это, наверное, самая сложная часть — и самая утомительная. Я проделывал это сотни раз и почти столько же раз пожалел, что сделал это по-другому. Вам нужно будет поэкспериментировать, чтобы увидеть, что вам больше всего нравится, но вот несколько вариантов и несколько вещей, которые вы бы не стали делать.
Самый простой способ использовать пресс-форму для МДФ — это накрыть ее каким-либо типом разделительной пленки и сразу приступить к делу. Вы можете использовать упаковочный скотч, если торопитесь, но он оставит много выступов на ваших частях тела.Я использовал неперфорированную разделительную пленку и приклеил ее к МДФ с помощью аэрозольного клея (Super 77, Airtac и т. Д.). Разделительная пленка настолько тонкая, что складки не имеют большого значения. Это действительно лучше всего работает с pre-preg, и только тогда, когда поверхность будет отшлифована и окрашена, потому что в результате получается шероховатая отделка и — ну, она выглядит как МДФ! Один умный вариант, который я видел в Интернете, но не пробовал, — это вакуумная пленка мешка с большим удлинением (Stretchlon или подобная) поверх МДФ и нанесение антиадгезионного покрытия на мешок — возможно, стоит попробовать для некоторых приложений . .. вам нужно оставьте вакуум включенным, пока ламинируете.Вы даже можете положить мешок в мешок — это может быть дифференциальная вакуумная ситуация.
.. вам нужно оставьте вакуум включенным, пока ламинируете.Вы даже можете положить мешок в мешок — это может быть дифференциальная вакуумная ситуация.
Шаг вперед — использовать клейкую антиадгезионную пленку (например, Airtech Tooltec или Taconic 6085-05 или любой из множества аналогичных вариантов). Это похоже на большой рулон легкой ткани, пропитанной PTFE (тефлоном) с одной стороны с клеем. (акрил или силикон) с другой.
Подробнее читайте в моей статье: КЛЕЙ ИЗ ТЕФЛОНА — ЭТО УДИВИТЕЛЬНО.
Вы просто снимаете подложку и приклеиваете ее к поверхности формы, и тогда у вас есть разделительная система! Он плохо справляется со сложными изгибами, поэтому его нужно подгонять (порезы обоев и небольшие отвороты), но если вы собираетесь финишировать свою поверхность, это может значительно сэкономить трудозатраты.Он стоит от 2 до 5 долларов за квадратный фут, так что это не дешево, но отлично подходит для разовых деталей. Различные клеи могут быть одноразовыми (акриловые) или могут отклеиваться и ремонтироваться (силикон) для инструментов небольшого объема. Я предпочитаю покрыть МДФ эпоксидной смолой и отшлифовать его перед использованием клейкой разделительной пленки, и вы обнаружите, что для хорошей адгезии требуется чистая и твердая поверхность, но если вы очень торопитесь, ее можно приклеить прямо к дерево, МДФ и шпатлевки — проверьте!
Я предпочитаю покрыть МДФ эпоксидной смолой и отшлифовать его перед использованием клейкой разделительной пленки, и вы обнаружите, что для хорошей адгезии требуется чистая и твердая поверхность, но если вы очень торопитесь, ее можно приклеить прямо к дерево, МДФ и шпатлевки — проверьте!
Для большинства отделочных операций требуется герметик на МДФ.Я предпочитаю эпоксидную смолу, но у нее есть некоторые потенциальные проблемы, и вы можете очень сильно испортить вещи, если что-то пойдет не так. Другой вариант — полиэфирный герметик.
Во-первых, полиэфирные герметики, такие как прозрачный герметик Duratec, могут работать нормально, но они не обладают прочностью и не обеспечивают «твердую оболочку», как хороший слой эпоксидной смолы. Однако попробуйте — они быстрее и не будут препятствовать отверждению, если вы нанесете полиэфирную грунтовку поверх. Вы можете обнаружить, что это дает более быструю поверхность и достаточно хорошее, особенно если при обработке не используется тепло. Вы можете использовать гелькоут и создать таким образом блестящую поверхность, и он будет работать нормально — он просто может не прилипать к МДФ, когда вы будете демонтировать его.
Вы можете использовать гелькоут и создать таким образом блестящую поверхность, и он будет работать нормально — он просто может не прилипать к МДФ, когда вы будете демонтировать его.
Есть две вещи, которые вы можете сделать, чтобы эпоксидное уплотнение работало действительно хорошо, и обе являются дополнительной работой, но она того стоит, если это возможно. Первый — нагреть блок МДФ до тех пор, пока он не станет теплым на ощупь. Будьте осторожны, не нагревайте его слишком сильно или слишком долго, иначе он треснет. Когда у вас будет этот теплый блок, поместите его на листовой пластик, возьмите немного обычной эпоксидной смолы, которую вы уже смешали, и нанесите кистью.Сначала почистите щеткой вертикальные части формы — она быстрее впитается в «торцевое волокно» МДФ и все равно будет стекать на ровные участки. Поскольку блок теплый, вам нужно будет двигаться быстро и использовать много эпоксидной смолы. Действительно загрузите его, но постарайтесь избегать луж — мы разберемся с ними дальше. Вам нужно покрыть все стороны — даже низ — вашего блока МДФ, иначе он может покоробиться. Сделать это в два этапа — нормально. Мне нравится вбивать три винта примерно на 1/2 дюйма в нижнюю часть небольших блоков и сначала покрывать нижнюю часть, а затем перевернуть и покрыть остальные за один раз! Вам нужно будет отшлифовать или отшлифовать дно, но оно уже будет хорошо запечатано.
Вам нужно покрыть все стороны — даже низ — вашего блока МДФ, иначе он может покоробиться. Сделать это в два этапа — нормально. Мне нравится вбивать три винта примерно на 1/2 дюйма в нижнюю часть небольших блоков и сначала покрывать нижнюю часть, а затем перевернуть и покрыть остальные за один раз! Вам нужно будет отшлифовать или отшлифовать дно, но оно уже будет хорошо запечатано.
Второй важный шаг: после того, как блок полностью покрыт, дайте ему несколько минут, чтобы он впитался (но не позволяйте ему начать гель!) И возьмите несколько тряпок — не бумажных полотенец — они просто порвутся и улетят. маленькие кусочки бумаги застряли на вашей форме. Работайте над поверхностью, удаляя излишки смолы ветошью. Это требует некоторого давления и большего количества тряпок, чем вы думаете, что вам понадобится. Когда все будет готово — в идеале не будет капель или луж, а вся поверхность будет иметь тусклый пушистый вид и ровный цвет.Если у вас есть светлые пятна, добавьте еще смолы, дайте ей впитаться и вытрите лишнее. Даже если вы не нагревали МДФ сначала, этот этап протирания имеет решающее значение для получения однородной и легкой для шлифования поверхности на оставшихся этапах отделки.
Даже если вы не нагревали МДФ сначала, этот этап протирания имеет решающее значение для получения однородной и легкой для шлифования поверхности на оставшихся этапах отделки.
Если вы собираетесь использовать эпоксидную грунтовку для чистки, вы можете пойти дальше и отшлифовать поверхность, как только она застынет. Если вы используете полиэфирную или винилэфирную грунтовку, вам потребуется отверждение эпоксидного герметизирующего покрытия. Если вы этого не сделаете, это может помешать отверждению грунтовки, и вам придется все это стереть ацетоном — спросите меня, откуда я знаю! Дайте ему несколько часов при 120F или около того, чтобы полимерное покрытие действительно застыло.После этого вы сможете отшлифовать. После шлифовки протрите ацетоном или денатурированным спиртом, чтобы удалить аминовый румянец. Вы также можете положить его на солнце на несколько дней — если оно теплое — и это тоже должно вылечить.
С этого момента проблема в отделке. Я ни в коем случае не мастер-художник, поэтому на этом мой совет заканчивается. Однако лучший совет по отделке, который я когда-либо получал, — это «шлифовать чем-то той формы, которой вы хотите придать поверхность». Когда-нибудь, когда я напишу статью «Как шлифовать», я буду ссылаться на нее отсюда!
Однако лучший совет по отделке, который я когда-либо получал, — это «шлифовать чем-то той формы, которой вы хотите придать поверхность». Когда-нибудь, когда я напишу статью «Как шлифовать», я буду ссылаться на нее отсюда!
Выводы
МДФ выдержит нормально, но не ожидайте слишком многого.Если его приготовить, он со временем треснет. Готовьте на медленном огне и старайтесь поддерживать температуру ниже 95 ° C. Если у вас есть точная геометрия, она рано или поздно сломается. Убедитесь, что у вас есть надежная система разделительного покрытия, которую вы протестируете, прежде чем идти ва-банк. Системы разделения, которые работают на производственном оборудовании, иногда все же снимают куски с поверхности МДФ.
Не идеально … но быстро, дешево и иногда это выигрышная комбинация!
Обратная связь:
У меня есть отзывы от Дэйва, что я не отдаю должное МДФ, когда речь идет о долговечности инструмента.Я слышал о пресс-форме, которая крепнет с 1996 года, с которой небрежно обращались и хранились в течение долгого времени — и до сих пор из нее было изготовлено более 100 деталей. Дело принято! В некоторых случаях вы получите долгую и продуктивную жизнь из МДФ, и это здорово. Геометрия и общая толщина имеют большое значение, этот инструмент тонкий и имеет несколько острых деталей — и, что немаловажно, при первом изготовлении он был покрыт эпоксидной смолой. Спасибо, что поделились своим опытом, и пусть будет еще сто частей!
Дело принято! В некоторых случаях вы получите долгую и продуктивную жизнь из МДФ, и это здорово. Геометрия и общая толщина имеют большое значение, этот инструмент тонкий и имеет несколько острых деталей — и, что немаловажно, при первом изготовлении он был покрыт эпоксидной смолой. Спасибо, что поделились своим опытом, и пусть будет еще сто частей!
История изменений:
12.12.19 — добавлены пояснения по покрытию МДФ
1.17.20 — добавлены шарики выравнивания и правки
4.20.20 — добавлены изображения и раздел о покрытии и повторной полировке, сумасшедшей форме купола и вакуумном «столе» для вашей стопки.
Примечание:
Эта статья содержит информацию, которая отражает мое мнение — я не обещаю ее полезность! Он может содержать ошибки (пожалуйста, дайте мне знать, если вы их обнаружите!) И будет включать предубеждения, основанные на моем ограниченном опыте.Если вы не согласны с чем-либо здесь, свяжитесь с нами. Это не просто для меня, чтобы поделиться тем, что я знаю, но чтобы учиться у других..jpg) Я с радостью вставлю дополнительную информацию и различные мнения, чтобы читатели лучше знали о разнообразии «правильных» ответов!
Я с радостью вставлю дополнительную информацию и различные мнения, чтобы читатели лучше знали о разнообразии «правильных» ответов!
Для чего нужна концевая фреза с одной канавкой?
В мире режущих инструментов много странных зверей, и много неочевидной физики. Например, многие механики знают, что больше канавок означает большую производительность, но для некоторых материалов, таких как алюминий, требуется меньше канавок — обычно две или три.В таком случае, когда когда-нибудь будет иметь смысл использовать концевую фрезу с одной канавкой? Бывают ли времена, когда как можно меньше флейт — это хорошая идея?
Одним словом, «Да!» Давайте поговорим о том, почему.
Причина, по которой мы используем меньше канавок в некоторых материалах, связана с поведением стружки в этих материалах. Проще говоря, алюминий создает более крупные стружки при прочих равных условиях. Это связано с тем, как материал скручивается, а также с другими факторами. Пространство, создаваемое канавками концевой фрезы, — это то место, куда стружка должна уходить во время резки. Если места недостаточно по сравнению с объемом стружки, у вас могут возникнуть проблемы, и в итоге резак может сломаться. Поэтому мы обычно уменьшаем количество канавок для алюминия, потому что это создает больший объем пространства канавок для уноса крупногабаритной стружки.
Если места недостаточно по сравнению с объемом стружки, у вас могут возникнуть проблемы, и в итоге резак может сломаться. Поэтому мы обычно уменьшаем количество канавок для алюминия, потому что это создает больший объем пространства канавок для уноса крупногабаритной стружки.
Эта проблема производительности, когда большее количество канавок может повысить производительность, связана с двумя факторами: скоростью съема материала (MRR) и чистотой поверхности. Один имеет большее значение для черновой обработки (MRR), а другой, очевидно, важнее для ваших чистовых проходов.Все это связано с тем, что я назову тиранией наземной скорости.
Отложим в сторону вопрос о канавках и поговорим об одноточечной резке на токарном станке. Это так просто, что помогает пролить свет на то, что происходит. Для каждого материала существует лучшая скорость резания, рекомендованная производителем. Эта рекомендация в основном относится к как можно более быстрому вращению (или заготовке на токарном станке) без ущерба для стойкости инструмента. Ограничивающий фактор — тепло. Карбид вольфрама выдерживает гораздо больше тепла, чем быстрорежущая сталь, прежде чем он начнет размягчаться.Если материал, из которого сделан ваш инструмент, размягчается, острая кромка инструмента быстро тускнеет, и срок его службы сокращается. Итак, вы хотите, чтобы инструмент выдерживал как можно больше тепла, и именно поэтому Carbide часто превосходит HSS. Поскольку мы не можем преодолеть ограничение скорости, нам приходится возиться с другими факторами, когда мы сталкиваемся с ним.
Ограничивающий фактор — тепло. Карбид вольфрама выдерживает гораздо больше тепла, чем быстрорежущая сталь, прежде чем он начнет размягчаться.Если материал, из которого сделан ваш инструмент, размягчается, острая кромка инструмента быстро тускнеет, и срок его службы сокращается. Итак, вы хотите, чтобы инструмент выдерживал как можно больше тепла, и именно поэтому Carbide часто превосходит HSS. Поскольку мы не можем преодолеть ограничение скорости, нам приходится возиться с другими факторами, когда мы сталкиваемся с ним.
Итак, предположим, что вы работаете с инструментом с точки зрения поверхностной скорости. Чуть быстрее, становится слишком жарко, тускнеет, и все кончено. Как еще можно добиться более высокой производительности съема материала? Ответ заключается в том, что мы делаем больше режущих кромок (канавок) по окружности фрезы, чтобы по мере вращения фрезы мы получали намного больше кусочков (сколов) материала.Теперь это довольно очевидно. При заданной скорости резания концевая фреза с 4 зубьями может выполнять 4 прохода при заданной стружкодробной нагрузке (толщине стружки), в то время как 2-канавная фреза занимает лишь половину этого количества. Таким образом, 4 флейта может иметь вдвое больший MRR. Вот почему мы видим, что фрезы со множеством канавок становятся популярными для обработки сложных материалов, допускающих только довольно низкие скорости резания. Так мы возвращаем продуктивность.
Таким образом, 4 флейта может иметь вдвое больший MRR. Вот почему мы видим, что фрезы со множеством канавок становятся популярными для обработки сложных материалов, допускающих только довольно низкие скорости резания. Так мы возвращаем продуктивность.
А что насчет отделки поверхности? Я, как известно, говорил, что использование большего количества канавок похоже на использование спидера или более быстрый шпиндель, за исключением того, что это даже лучше, потому что вы не увеличиваете скорость резания и не снижаете срок службы инструмента, как это сделал бы спидер.Помимо тенденции к более горячему нагреву из-за проблем с поверхностной скоростью, материал не знает разницы между резкой два раза на оборот с помощью двух канавок при 6000 об / мин или 4 раза с помощью четырех канавок при 3000 об / мин. Следовательно, переключение с двухзубой на четырехзубую — это как удвоение скорости вращения шпинделя. Когда мы увеличиваем скорость относительно нагрузки на стружку, мы улучшаем качество поверхности (по крайней мере, до тех пор, пока она не начнет тереться, см. Ниже). Если вы вспомните, почему нам пришлось использовать две канавки — для создания зазора от стружки, вы можете начать видеть, что на пропилах, где резец не покрыт материалом, вы даже можете использовать алюминиевые четыре канавки.Например, если вы обрабатываете периферийное фрезерование на внешней стороне детали, и на нем нет вогнутых углублений, позвольте выполнить разрезание.
Ниже). Если вы вспомните, почему нам пришлось использовать две канавки — для создания зазора от стружки, вы можете начать видеть, что на пропилах, где резец не покрыт материалом, вы даже можете использовать алюминиевые четыре канавки.Например, если вы обрабатываете периферийное фрезерование на внешней стороне детали, и на нем нет вогнутых углублений, позвольте выполнить разрезание.
Вы становитесь еще более убежденными, что для одной флейты никогда не может быть хорошего футляра?
Что ж, тогда пришло время погрузиться в те времена, когда они имеют лучший смысл. Для этого мы должны учитывать явление трения, когда нагрузка на стружку становится слишком низкой. Вы можете узнать больше об этом в нашем руководстве по подаче и скорости, но достаточно сказать, что если вы перемещаете инструмент слишком медленно, в конечном итоге стружка станет настолько тонкой по отношению к режущей кромке, что ее невозможно будет аккуратно отрезать.Он пашет на них и даже может проехать пару оборотов, прежде чем ему удастся вытащить грубый ком грязи из стружки.
Теперь рассмотрим пример фрезерного станка с ЧПУ. Допустим, у него есть шпиндель, способный развивать скорость 24 000 об / мин, но он не будет работать медленнее 12 000 об / мин. При резке алюминия первое, что мы обнаруживаем, это то, что нам нужен твердый сплав для работы с такими скоростями поверхности — желательно, чтобы хорошее покрытие было еще выше. Когда мы начинаем работать с подачей и скоростями (надеюсь, используя G-Wizard Calculator!), Мы обнаруживаем, что нам также понадобятся довольно высокие скорости подачи при этих оборотах в минуту.Концевая фреза 1/4 дюйма должна работать со скоростью 24000 об / мин и скоростью подачи около 255 дюймов в минуту. Теперь, в зависимости от машины, мы могли обнаружить проблему. Что нам делать, если наша машина не может кормить так быстро?
Ответ — использовать концевую фрезу с одной канавкой, потому что она вдвое снижает необходимую скорость подачи без трения. Так что есть один случай, когда это помогает, когда станок просто не может подавать достаточно быстро, чтобы успевать за тем, что выдает шпиндель, и поддерживать адекватную стружку.
Вот другой случай: когда дополнительный зазор от стружки полезен.
Существует множество сложных сценариев очистки стружки:
— Вы режете действительно липкую литой алюминиевую пластину. Определенно переходите к 2 флейтам вместо 3, но вы можете обнаружить, что вам придется полностью перейти к одной флейте.
— Микрорезы имеют ужасную геометрию по сравнению с фрезами большего размера, это просто жизнь в мире, в котором они живут. Вы можете сделать только режущую кромку такой острой, а в микромасштабе она недостаточно острая. Таким образом, флейты пробивают себе дорогу сквозь материал, как холодное долото и 5-фунтовые сани, вместо того, чтобы чисто разрезать.Тенденция к сварке стружки намного выше, и зазор от стружки проблематичен при микрообработке. Переключитесь на одиночную флейту. Datron уже давно рекомендует это для черновой обработки и даже производит специальные одиночные канавки с геометрией, позволяющей балансировать их на высоких оборотах в минуту.
— Вам нужно вырезать очень глубокую прорезь или небольшой глубокий карман, и вытащить фишку из отверстия чрезвычайно сложно. Они просто болтаются там, забивая работы. В идеале вы должны попробовать использовать СОЖ для шпинделя, но если это не удастся, попробуйте концевые фрезы с одной канавкой.
— Вы выполняете трехмерное профилирование с глубоким рельефом, когда фреза падает в множество узких пространств без большого зазора.
Хорошо, это два хороших случая для концевых фрез с одной канавкой, и мы остановимся на третьем: некоторые материалы просто лучше выходят с простыми канавками. Обычно это более мягкие материалы, которые легко поцарапать. Хорошая идея — сделать так, чтобы чипам было легче убираться с дороги, чтобы они не возвращались обратно и не царапали вещи. Многие пластмассы попадают в эту категорию, хотя некоторые пластмассы можно полировать с помощью двух канавок.Многие изделия из дерева также выиграют от использования фрезы с одной канавкой. На ум приходят мягкие породы дерева и МДФ. При любой резке сложенных листов иногда можно также использовать резак с одной канавкой. Эти различия обычно не очень значительны и обычно обнаруживаются только при более высоких оборотах в минуту.
При любой резке сложенных листов иногда можно также использовать резак с одной канавкой. Эти различия обычно не очень значительны и обычно обнаруживаются только при более высоких оборотах в минуту.
Вот и все. Информация, которая поможет вам решить, когда имеет смысл использовать фрезу с одной канавкой.
Обновление , 16.07.2014
Во время моего визита в Datron я узнал, что они рекомендуют концевые фрезы с одной канавкой для многих областей применения.Меньшее количество канавок означает меньшее повторное нарезание стружки, а отделка просто лучше. Я отказался от демонстрации с частью формы с зеркальной полировкой прямо с машины, которая, несомненно, убедила меня!
С тех пор Datron начал рекомендовать нашим клиентам наш калькулятор каналов и скорости G-Wizard. Если вы еще не пробовали это сделать, воспользуйтесь нашей 30-дневной бесплатной пробной версией.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, в том числе:
Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, в том числе:
Карбид вольфрама с двойной канавкой, спиральная резка МДФ, производители, Wttol.com — Интернет-магазин инструментов
6 мм SHK 2 канавки Фреза Спиральная Фреза для резьбы по ПВХ Твердосплавные двойные канавки Фрезы с ЧПУ Две канавки Спиральные концевые фрезы
1. Характеристики
1) Отличное сочетание верхнего и нижнего лезвий, режущая кромка SHARP;
2) Высокая точность шлифовки и полировки, высокая стойкость к истиранию и термостойкость, хорошая жесткость, нелегко сломать;
3) Отсутствие заусенцев для обработки по спирали вверх и вниз;
4) Высокое соотношение производительности и цены, повышение эффективности работы, снижение затрат;
2.Приложения
1) Бита спиральная с двумя канавками для резки материала МДФ: МДФ, ДСП, плита с утеплителем, бревно, прикрепленное к обшивке; Акрил, ПВХ, смола, пластик, ДСП, композит, меламиновая плита; Массив дерева, натуральное дерево, фанера, тарелка лотоса
2) Применяется к: обрабатывающий центр с ЧПУ, деревообрабатывающий станок, рекламный фрезерный станок с ЧПУ и т. Д.
Д.
3. Внимание
1) Рекомендуется использовать концевые фрезы с одной канавкой, с двумя канавками вверх и вниз.
2) Мягкая древесина, МДФ, оригинальное дерево, ПВХ, акриловая обработка с большим глубоким рельефом, рекомендуется использовать одностороннюю спиральную фрезу со сферическим концом.
4. Параметр
Двойные спиральные фрезы для МДФ | ||||
Хорошо для : МДФ, массив дерева, красное дерево | ||||
Модель | д | L1 | л | D |
M2LX3. | 1 | 2 | 38,5 | 3,175 |
M2LX3.103 | 1 | 3 | 38,5 | 3,175 |
M2LX3.104 | 1 | 4 | 38,5 | 3,175 |
M2LX3. | 1,5 | 4 | 38,5 | 3,175 |
M2LX3.1,505 | 1,5 | 5 | 38,5 | 3,175 |
M2LX3.1,506 | 1,5 | 6 | 38,5 | 3,175 |
M2LX3. | 1,5 | 8 | 38,5 | 3,175 |
M2LX3.205 | 2 | 5 | 38,5 | 3,175 |
M2LX3.206 | 2 | 6 | 38,5 | 3,175 |
M2LX3. | 2 | 8 | 38,5 | 3,175 |
M2LX3.210 | 2 | 10 | 38,5 | 3,175 |
M2LX3.212 | 2 | 12 | 38,5 | 3,175 |
M2LX3. | 2 | 15 | 38,5 | 3,175 |
M2LX3.217 | 2 | 17 | 38,5 | 3,175 |
M2LX3.220 | 2 | 20 | 45 | 3,175 |
M2LX3. | 2 | 22 | 45 | 3,175 |
M2LX3.2,506 | 2,5 | 6 | 38,5 | 3,175 |
M2LX3.2,508 | 2,5 | 8 | 38,5 | 3,175 |
M2LX3. | 2,5 | 10 | 38,5 | 3,175 |
M2LX3.2,512 | 2,5 | 12 | 38,5 | 3,175 |
M2LX3.2,515 | 2,5 | 15 | 38,5 | 3,175 |
M2LX3. | 2,5 | 17 | 38,5 | 3,175 |
M2LX3.2,520 | 2,5 | 20 | 45 | 3,175 |
M2LX3.2,522 | 2,5 | 22 | 45 | 3,175 |
M2LX3. | 3,175 | 5 | 38,5 | 3,175 |
M2LX3.06 | 3,175 | 6 | 38,5 | 3,175 |
M2LX3.08 | 3,175 | 8 | 38,5 | 3,175 |
M2LX3. | 3,175 | 10 | 38,5 | 3,175 |
M2LX3.12 | 3,175 | 12 | 38,5 | 3,175 |
M2LX3.15 | 3,175 | 15 | 38,5 | 3,175 |
M2LX3. | 3,175 | 17 | 38,5 | 3,175 |
M2LX3.20 | 3,175 | 20 | 45 | 3,175 |
M2LX3.22 | 3,175 | 22 | 45 | 3,175 |
M2LX3. | 3,175 | 25 | 50 | 3,175 |
M2LX3.28 | 3,175 | 28 | 55 | 3,175 |
M2LX3.32 | 3,175 | 32 | 60 | 3,175 |
M2LX3. | 3,175 | 42 | 72 | 3,175 |
M2LX408 | 4 | 8 | 45 | 4 |
M2LX410 | 4 | 10 | 45 | 4 |
M2LX412 | 4 | 12 | 45 | 4 |
M2LX415 | 4 | 15 | 45 | 4 |
M2LX417 | 4 | 17 | 45 | 4 |
M2LX420 | 4 | 20 | 45 | 4 |
M2LX422 | 4 | 22 | 45 | 4 |
M2LX425 | 4 | 25 | 50 | 4 |
M2LX428 | 4 | 28 | 55 | 4 |
M2LX430 | 4 | 30 | 60 | 4 |
M2LX432 | 4 | 32 | 60 | 4 |
M2LX442 | 4 | 42 | 70 | 4 |
M2LX452 | 4 | 52 | 80 | 4 |
M2LX610 | 6 | 10 | 50 | 6 |
M2LX612 | 6 | 12 | 50 | 6 |
M2LX615 | 6 | 15 | 50 | 6 |
M2LX617 | 6 | 17 | 50 | 6 |
M2LX620 | 6 | 20 | 50 | 6 |
M2LX622 | 6 | 22 | 50 | 6 |
M2LX625 | 6 | 25 | 55 | 6 |
M2LX628 | 6 | 28 | 60 | 6 |
M2LX630 | 6 | 30 | 65 | 6 |
M2LX632 | 6 | 32 | 65 | 6 |
M2LX642 | 6 | 42 | 75 | 6 |
M2LX652 | 6 | 52 | 85 | 6 |
M2LX662 | 6 | 62 | 95 | 6 |
M2LX672 | 6 | 72 | 100 | 6 |
M2LX820 | 8 | 20 | 55 | 8 |
M2LX822 | 8 | 22 | 55 | 8 |
M2LX825 | 8 | 25 | 60 | 8 |
M2LX828 | 8 | 28 | 65 | 8 |
M2LX832 | 8 | 32 | 70 | 8 |
M2LX842 | 8 | 42 | 80 | 8 |
M2LX852 | 8 | 52 | 90 | 8 |
M2LX862 | 8 | 62 | 100 | 8 |
M2LX1022 | 10 | 22 | 60 | 10 |
M2LX1025 | 10 | 25 | 65 | 10 |
M2LX1028 | 10 | 28 | 70 | 10 |
M2LX1032 | 10 | 32 | 80 | 10 |
M2LX1042 | 10 | 42 | 90 | 10 |
M2LX1052 | 10 | 52 | 100 | 10 |
M2LX1062 | 10 | 62 | 110 | 10 |
M2LX1072 | 10 | 72 | 120 | 10 |
 102
102  1,504
1,504  1,508
1,508  208
208  215
215  222
222  2,510
2,510  2,517
2,517  05
05  10
10  17
17  25
25  42
42 5.