Как собрать ручку автоматическую: Page not found – Учимся как чинить все самому
Как разобрать шариковую ручку Parker?
Чтобы самостоятельно разобрать шариковую ручку, нужно понимать принцип её строения и знать конструктивные особенности. Первые ручки компании Паркер отличались от существующих на то время аналогов.
5%
Специально для читателей нашего блога скидка 5% на весь ассортимент магазина по промокоду BLOG
Зачем разбирать шариковый Паркер?
Это может понадобиться для замены стержня. Простую операцию сможет выполнить даже ребёнок. Для этого не нужны специальные приспособления или особые навыки. Отработанный элемент извлекается из корпуса. На его место вставляется новый. Между этими операциями может пройти очень много времени. Его количество зависит от интенсивности письма. Экспериментальным путём установлено, что одного стержня Паркер хватит для того, чтобы нарисовать линию, длиной 4 километра.
Устройство шариковой ручки
В число конструкционных элементов шариковой ручки входят такие детали:
- корпус из прочного материала;
- колпачок для сохранения пишущего механизма;
- клип и наконечник колпачка;
- пишущий (рабочий) узел;
- механическая часть конструкции;
- стержень.


Многие считают, что шариковая ручка – это изобретение Паркер. На самом деле, это не совсем так. Компания использовала ранее существовавший принцип. На его основе был изобретён «долгоиграющий» стержень. Разработчиками также был усовершенствован пишущий узел.
5%
Специально для читателей нашего блога скидка 5% на весь ассортимент магазина по промокоду BLOG
Стержень отличается тем, что он более чем в 4 раза больше по объёму, чем аналоги от конкурентов. В него помещаются вязкие чернила. Могут использоваться разные цвета.
Шарик, который располагается на его кончике, изготовлен из сверхтвёрдого материала и покрыт легированной сталью. Шершавая поверхность микроскопического шарика способствует тому, что он поворачивается примерно на четверть оборота после каждого нажатия. Когда давление спадает, под давлением чернил, он становится на своё место. Таким образом, отверстие закупоривается. Чернила не вытекают самопроизвольно.
Часть стержня, в который вставляется шарик, выполнена из стали. Не стоит самостоятельно пытаться извлечь его. Для того, чтобы паста не высыхала, в пишущем узле закладывается тонкая жировая прослойка.
Не стоит самостоятельно пытаться извлечь его. Для того, чтобы паста не высыхала, в пишущем узле закладывается тонкая жировая прослойка.
5%
Специально для читателей нашего блога скидка 5% на весь ассортимент магазина по промокоду BLOG
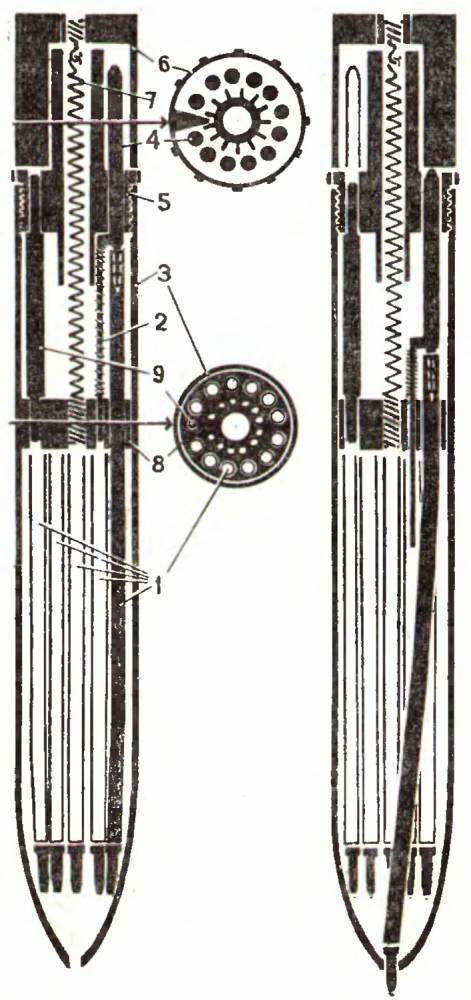
Механика шариковой ручки
Существует три типа механических элементов
- Нажатием кнопки освобождается пишущий узел. Следующее нажатие прячет его под корпусом. В это время колпачок не двигается относительно корпуса. Внутри него перемещается только стержень.
- Роль кнопки может выполнять колпачок. Он движется относительно корпуса. Стержень имеет крепление в области колпачка и подаётся вместе с ним. После снятия фиксации «отстреливает» колпачок вместе со стержнем.
- Механика может быть поворотной. В этом случае пишущий узел освобождается после поворота колпачка на несколько градусов. Обратное вращение приводит к тому, что узел возвращается на исходное положение.
Чтобы разобрать ручку, нужно понимать, какой тип механики используется.
Руководство по шариковым ручкам | Энциклопедия ручек
Здесь нет информации об истории создания шариковых ручек, найти ее не составит труда. Информация о стержнях также выделена в отдельный раздел.
А вот разложить по полочкам и классифицировать виды ручек, а так же помочь советом с ее выбором будет полезно.
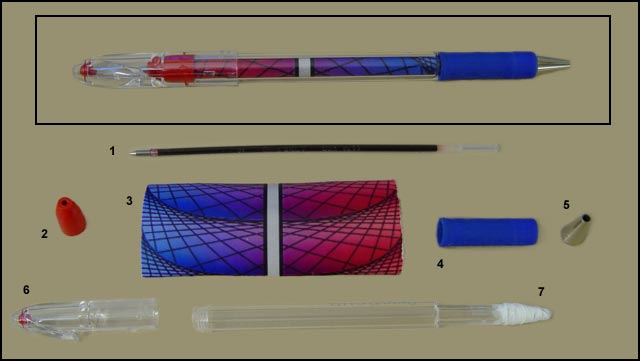
Анатомия обычной и автоматической шариковой ручки
1. Полый корпус – внутри него расположен стержень, если речь идет о простой ручке и дополнительно расположен механизм возврата стержня и пружина, если говорим о ручке с возвратным механизмом (авторучке).
2. Колпачок – служит для защиты чернил от высыхания, а так же для того, чтобы при ношении пишущий механизм не испачкал одежду. Вы, наверное, обратили внимание, что у основной массы колпачков в основании сделаны отверстия – они служат для того, чтобы человек, в частности ребенок, при проглатывании мог дышать через них до оказания медицинской помощи. То же касается и колпачков фломастеров.
3. Наконечник – откручивается, служит для фиксации возвратной пружины авторучки и для смены стержня. В дешевых ручках выполнен из пластика, в более дорогих выполнен из металла, что существенно увеличивает срок службы ручки. Пластиковый наконечник – одна из болезней авторучек, он частенько трескается и ломается, задолго до того, как закончится стержень.
4. Клип (Clip) («прищепка» у авторучки и у колпачка обычной ручки) – служит для крепления к одежде, либо к бумаге, тетради. У некоторых моделей авторучек совмещен с механическим устройством возврата стержня.
5. Грип (Grip), он же грип-секция – упор (часто резиновый) для пальцев у основания ручки. Благодаря этому маленькому резиновому колечку удобство использования ручки возросло в десятки раз.
6. Механическое устройство подачи и возврата стержня авторучки. Служит для того чтобы прятать пишущий узел внутрь корпуса ручки. Механизмы, в основном, бывают пружинные и поворотные. Иногда — раздвижные.
7. Стержень ручки – полая трубочка, заполненная чернилами. = ). Отличается не только наибольшей долговечностью, но и весом.
= ). Отличается не только наибольшей долговечностью, но и весом.
Дерево. Как правило, встречается в виде декоративного элемента ручек премиум-класса, однако в интернете можно встретить невероятное количество самодельных ручек, корпус которых изготовлен из дерева.
Так же ручки различают по видам сечения, рассмотрим только основные:
Круг – самый распространенный вид сечения корпуса ручки. Ничем не примечателен, его спасает разве что грип установленный у основания.
Шестигранник – за основу корпуса взят карандаш, грани нанесены на корпус для удобства хвата, ну и для того, чтобы ручка не скатывалась со стола, по аналогии с шестигранным карандашом.
Треугольник – на сегодняшний день самое эргономичное сечение ручки, хват под пальцы. Стоит отметить, что некоторые производители позаботились о левшах и сделали ручки не только с треугольным сечением, но и специальными углублениями на грипе ручки, для удобства, с обратным хватом.
Совместим виды пишущих узлов и чернил в один раздел, т. к. они тесно связаны.
к. они тесно связаны.
Шариковый пишущий узел
Как правило, пишущий узел и стержень представляют собой единое целое (в дешевых одноразовых ручках стержень ручки сразу является и корпусом) и выбрасываются после использования.
Устройство и принцип работы: пишущий узел представляет собой комбинацию из металлической трубочки и подшипника качения. Для подачи чернил к узлу используется капиллярный эффект.
Чернила через трубочку попадают на шарик, и когда мы проводим им по бумаге он, вращаясь, переносит чернила из трубочки на бумагу. Благодаря особым свойствам чернил и небольшому зазору между шариком и стенками трубочки обеспечивается равномерная подача чернил. Тут необходимо сделать маленькое отступление — шарики бывают двух типов:
- металлический
- керамический
Керамический предпочтительнее, так как он покрыт естественными мини-кратерами, за счет чего более равномерно переносит чернила на бумагу. К тому же керамический шарик не подвержен коррозии, хотя это, по большому счету, не имеет особого значения.
На сегодняшний день шариковые ручки по типу пишущего узла и чернил делят на три типа.
Шариковая ручка / Ballpoint – классическая шариковая ручка
Используемые чернила:
- Загущенные чернила/паста. Самый распространенный вид.
- Чернила на масляной основе. В этом случае на стержне или ручке, указывается Semi-gel, на сегодняшний день это одно из наиболее прогрессивных изобретений в линейке пишущих принадлежностей.
Шариковые ручки с чернилами низкой вязкости на масляной основе обеспечивают мягкое и легкое письмо при экономном расходе чернил. Недостатком шариковых ручек, какими бы дорогими они ни были, является т.н. «тугое» письмо, портящее почерк и напрягающее пишущего.
Гелевая ручка / Gel / Gel rollerbal – в этой ручке используются чернила с консистенцией геля.
Благодаря новому виду чернил удалось уменьшить размер шарика, ручка стала писать мягче, это субъективно, на мой взгляд, основная масса гелевых ручек как бы «царапают» бумагу.
Используемые чернила — подкрашенный чернилами гель.
Целью изобретения гелевой ручки стало желание писать насыщенно, жирно и ярко. Однако при использовании для этих целей обычной ручки происходил большой расход чернил. Если же использовать обычные чернила и бОльший зазор между шариком и стенками трубочки, то ручка потечет. Поэтому вместо обычных чернил используется подкрашенный ими гель. Широкую популярность гелевые ручки получили благодаря невероятному количеству доступных цветов.
Все видели наборы на 24 цвета, а плюсом еще продаются наборы с блестками, неоновыми и пастельными цветами. Очень многие художники и оформители пользуются гелевыми ручками. Плюсом таких ручек является и то, что они могут писать практически на любой поверхности, в отличие от шариковых ручек и роллеров.
Недостатком гелевых ручек является неконтролируемая подача чернил, поэтому непременно будут оставаться разводы и пятна, как на бумаге, так и на руках и одежде. По этой же причине отмечаем быстрый расход чернил. Такая ручка не очень подходит для письма, хотя любители есть, зато прекрасно подходит для художников и оформителей.
Такая ручка не очень подходит для письма, хотя любители есть, зато прекрасно подходит для художников и оформителей.
Ручка роллер / Rollerball – это самая продвинутая модель шариковой ручки.
В такой ручке для письма использует стержень, заполненный жидкими чернилами и подпружиненный шарик в пишущем узле на конце.
Используемые чернила
В отличие от шариковых ручек, в которых пишущим материалом является паста, в роллерах используется гель или иная красящая жидкость на водной основе. Благодаря меньшей вязкости чернила лучше впитываются, что позволяет роллерам оставлять более красивый след схожий со следом перьевой ручки. Пишущий шарик, как правило, имеет размеры 0,5 и 0,7 мм в диаметре, на стержнях указывается «F» и «M» соответственно.
Также стоит обратить внимание, что чернила используемые в роллерах — на водной основе, а это значит, что они неводостойкие и при попадании влаги на текст велика вероятность размытия (к примеру, капли дождя). Чтобы этого избежать, используются пигментные чернила на водной основе. То есть в чернилах содержится нерастворимый пигмент, который, засыхая на бумаге, образует твердую субстанцию устойчивую к влаге. У таких чернил тоже есть минус – они засыхают, если долго не использовать. Существенным недостатком таких ручек является их немалая стоимость по отношении к другим видам канцелярских ручек, однако, легкость и мягкость письма с лихвой покрывают этот недостаток.
Чтобы этого избежать, используются пигментные чернила на водной основе. То есть в чернилах содержится нерастворимый пигмент, который, засыхая на бумаге, образует твердую субстанцию устойчивую к влаге. У таких чернил тоже есть минус – они засыхают, если долго не использовать. Существенным недостатком таких ручек является их немалая стоимость по отношении к другим видам канцелярских ручек, однако, легкость и мягкость письма с лихвой покрывают этот недостаток.
Uni создала уникальные ручки со специальными чернилами, обеспечивающими максимальную гладкость письма при небольшой цене ручки (Uniball Jetstream 217), рекомендую опробовать при случае.
Мало, кто знает и еще меньше уделяет внимания такому, казалось бы, мелкому предмету, как канцелярская ручка. Однако правильно подобранная ручка исключает скольжение и лишнее напряжение пальцев, разгружает руки, плечи и даже уменьшает напряжение шеи!
Рекомендации
0. Не гонитесь за дешевизной. Я не пропагандирую покупки дорогих ручек. Кроме ручек премиум-класса есть ручки средней ценовой категории, не буду указывать границы, у каждого они свои. Хочу лишь сказать что, покупая дешевую ручку, велика вероятность повредить документы, испортить предметы вокруг (к примеру, перепачкать потекшими чернилами), а то и здоровье, ручка элементарно может быть токсична. Из-за некачественных материалов, из которых она изготовлена, может прослужить день, а то и пару часов, что в итоге приведет к новым тратам.
Кроме ручек премиум-класса есть ручки средней ценовой категории, не буду указывать границы, у каждого они свои. Хочу лишь сказать что, покупая дешевую ручку, велика вероятность повредить документы, испортить предметы вокруг (к примеру, перепачкать потекшими чернилами), а то и здоровье, ручка элементарно может быть токсична. Из-за некачественных материалов, из которых она изготовлена, может прослужить день, а то и пару часов, что в итоге приведет к новым тратам.
1. Ручка должна подходить вам по весу, она не должна быть очень легкой, иначе вы будете сильно давить на бумагу, и пальцы быстро устанут. То же самое произойдет с пальцами, и рукой в целом, после ручки имеющей слишком большой вес.
2. Удачно подобранная форма корпуса — залог длительного письма. Конечно, все это на любителя, но я рекомендую треугольное сечение с хватом под пальцы.
3. Будет замечательно, если ручка будет оборудована резиновым или каучуковым грипом для пальцев, это смягчит давление корпуса на пальцы и сделает хват удобным и мягким, что опять же, позволит писать дольше.
4. Бойтесь ручек с резким запахом! Велика вероятность, что это самопальное китайское производство, такие ручки могут быть токсичны.
5. Много раз читал рекомендации покупать ручки только отечественного или европейского изготовления. В защиту надписи «made in china» скажу, многие европейские производители разметили на территории Китая свои заводы, где производятся не только ручки, но и многие другие вещи под контролем качества. Если у вас в руках оказалась ручка именитого бренда, но с надписью «made in china», 99% что эта ручка произведена в Китае, но под контролем качества и опасаться за материал исполнения и здоровье нет смысла. Многие производители заботятся о своей репутации и не позволяют подделкам под их брендами появляться на прилавках.
6. Для «грызунов» можно рекомендовать корпус из металла, автоматические ручки с «кнопкой» из металла или ручки с прорезиненным корпусом, первые два варианта невозможно грызть, последний вариант не вкусный.
Послесловие
Это далеко не все виды канцелярских ручек, конечно же, никто не отменял перьевые ручки, рапидографы, капиллярные ручки или как их еще называют линеры/лайнеры.
Ссылки
Поделиться ссылкой:
Похожее
Сборка дверных ручек «СКОБА»
Дверные ручки «Скоба», «Полукруг» предназначены для установки на двери, изготовленные из алюминиевых и пластиковых профилей, а также на металлические и деревянные двери толщиной от 36 до 76 мм.
Порядок сборки и монтажа стационарных дверных ручек:
- Выполнить в полотне двери два сквозных отверстия 9 мм согласно межосевому расстоянию ручки. Допуск на межосевое расстояние отверстий — ±1 мм;
- На шпильки 2 навернуть гайки 4 и резьбовые вставки 3. Выставить размер «А» (см.табл.) и законтрить гайку ключом S13;
- Закрутить подсобранные шпильки в одну из ручек 1 так, чтобы гайки 4 выступали за торцы ручки на 1…3 мм;
- Надеть на шпильки втулки 5 (без отверстия под ключ) и вставить ручку в отверстия с наружной стороны двери;
- Установить прокладку 10, закрутить втулки 6 на шпильки с внутренней стороны двери и затянуть их до упора гаечным ключом S10. Допускается втулки законтрить саморезами;
- Примечание: шпильки 2 должны выступать от внутренней поверхности двери на 30… 48 мм. При необходимости откорректировать размер «А»
- Надеть на втулки 6 последовательно: втулки 7, резьбовые вставки 8, шайбы 9, навернуть гайки 4 и затянуть их до упора. При этом втулки 7 должны свободно вращаться;
- Приставить внутреннюю ручку и, поочередно поворачивая втулки 7 монтажным ключом, притянуть её к двери;
 Допускается втулки законтрить саморезами;
Допускается втулки законтрить саморезами;
Возможные неисправности и методы их устранения:
- Крепление ручки ослабло. Подтянуть крепление с помощью втулок 7 или 6;
- Крепление затянуто, но ручка болтается. Проверить правильность монтажа. При необходимости разобрать крепление, проверить размеры и провести монтаж заново
- Комплектность дверных ручек «Скоба» и «Полукруг»:
Поз.
Наименование
Кол.
1
Ручка
2
2
Шпилька
2
3
Резьбовая вставка
2
4
Гайка
4
5
Втулка
2
6
Втулка
2
7
Втулка
2
8
Резьбовая вставка
2
9
Шайба
2
10
Прокладка
2
Купить
1206 руб
Купить
1456 руб
Купить
922 руб
Купить
2464 руб
Купить
2383 руб
Купить
922 руб
Facebook
Вконтакте
Одноклассники
115 лет назад Джордж Паркер запатентовал автоматическую ручку
Текст: Павел Басинский/РГ
Фото: elitepen. ru
ru
Джордж Сэффорд Паркер родился 1 ноября 1863 года в Шаллсберге, штат Висконсин. В возрасте 17 лет начал работать в Телеграфной школе, где позднее открыл первое из своих основных производственных предприятий.
Для того чтобы получить прибавку к низкой зарплате, Джордж Паркер стал «агентом» по продаже перьевых ручек компании The John Holland Fountain Pen Company. В основном он продавал эти ручки своим студентам.
В то время перьевые ручки часто страдали от технических недостатков и нуждались в ремонте. Получая много жалоб от своих клиентов, Паркер счел себя обязанным ремонтировать ручки. Он разбирал их, ремонтировал, а затем возвращал учащимся. В конце концов Паркер решил, что нужно собрать собственную перьевую ручку, устранив недостатки существующих.
Через год Паркер уже занимался предпринимательством в сфере ручек. С 1888 года Parker Pen Company ставит своей целью изготовление самой лучшей ручки. В 1905 году компания разработала и 3 мая запатентовала кнопочную систему заправки Button Filling System — первую письменную ручку с механической системой набора чернил, которая представляла собой практичный резиновый мешочек. Это позволило значительно повысить удобство пользования перьевой ручкой. До этого чернила в ручку заливались пипеткой.
Это позволило значительно повысить удобство пользования перьевой ручкой. До этого чернила в ручку заливались пипеткой.
С тех пор бренд «Паркер» является самым известным брендом перьевых ручек в мире.
Ручкой Parker 51, принадлежавшей
Дуайту Эйзенхауэру, была подписана капитуляция Германии в 1945 году,
а ручкой Parker Duofold генерал Макартур подписал капитуляцию Японии.
Другой исторический факт. Одним из первых русских писателей, кто стал пользоваться английской самопишущей перьевой ручкой, был не кто иной, как Лев Толстой. Такую ручку подарил ему в начале ХХ века его духовный ученик Владимир Чертков, который десять лет провел в эмиграции в Англии. Но это, по-видимому, не был тот «Паркер», который можно было заряжать чернилами без дополнительного устройства. Когда в конце октября 1910 года Толстой «ушел» из Ясной Поляны, он из Оптиной пустыни просил письмом дочь Сашу привезти ему «штучку для заряжания чернил», которую забыл дома.
Интересно, что написал бы Толстой настоящим «Паркером»? Какую новую «Анну Каренину«?
Разборка и установка ручки-кнобы.
В этом материале мы рассмотрим с вами как разобрать ручку кноб, получившие необычное распространение на межкомнатных дверях. А также попутно узнаем, как происходит установка этих ручек. Ниже вы можете найти не только инструкцию в картинках, но и посмотреть видео.
Ручка-кноб:
Для установки ручки-кноба, необходимо разметить на двери и выполнить два основных отверстия, согласно шаблону, который, как правило, входит в комплект с ручкой с инструкцией по установке. Итак, начнем установку ручки, попутно разобрав ее.
Дана межкомнатная дверь:
Делаем выборку отверстия с торца полотна двери под защелку. Диаметр отверстия от 23 до 25 мм: Отверстие удобно выполнять так называемым перовым сверлом по дереву.
Коронкой по дереву диаметров в 50 мм выполняется сквозное отверстие под основное крепление ручки. Расстояние от торца полотна до центра отверстия 60 или 70 мм, зависит от защелки, которая входит в комплект.
Шаблон для установки ручки-кноба у некоторых производителей Вы можете найти в виде трафарета на внутренней стороне упаковки-коробки или в прилагаемой инструкции. Очень удобно использовать для установки готовые наборы, которые так и называются «набор для установки межкомнатных ручек». Не страшно (а зачастую наоборот полезно), если отверстия выполнить диаметром на 1-2 мм больше, чем рекомендуется. Механизм защелки двухпозиционный: предусматривает возможность установки кноба на двери, с разной шириной первого бруса двери. Удаление центра ручки-кноба от края дверного полотна в стандарте идет 60мм:
но перемещая втулку под квадрат, можно выставить удаление в 70 мм:
Стандартная высота установки ручки на дверь, примерно 950 мм от уровня пола. Далее, для установки ручки-кноба, частично разбираем внутреннюю половинку ручки, чтобы получить доступ к отверстиям под крепежные стяжные винты. Для это воспользуемся специальным «ключом» из комплекта ручки или любым подходящим предметом, например, спицей. На ручке имеется специальное отверстие, через которое и следует разобрать дверную ручку кноб. На представленной фотографии оно круглое, но может быть различной формы. Это отверстие располагается снизу ручки:
Для это воспользуемся специальным «ключом» из комплекта ручки или любым подходящим предметом, например, спицей. На ручке имеется специальное отверстие, через которое и следует разобрать дверную ручку кноб. На представленной фотографии оно круглое, но может быть различной формы. Это отверстие располагается снизу ручки:
Через отверстие нажимаем подпружиненный фиксатор, одновременно вытягивая рукоятку межкомнатного кноба.
Вынимаем рукоятку и полностью снимаем ее:
Затем необходимо поддеть наружный декоративный фланец ручки любым острым предметом. Приглядитесь внимательнее, как правило фланец имеет для этого соответствующий паз:
ну вот, ручка-кноб разобрана и мы получили доступ к крепежным винтам
Дальнейшая сборка ручки-кноба происходит на двери в обратном порядке.
Для начала установим защелку в дверь и закрепим двумя винтами с торца. Выглядеть это будет вот так:
Прямоугольную лицевую планку механизма защелки, монтируют заподлицо с дверным полотном. Для этого, разметив под нее, стамеской выполняется выборка необходимой глубины в торце полотна двери. Тоже самое касается ответной планки кноба, которая устанавливается по разметке, на дверную коробку. Так же под нее выполняется выборка требуемой глубины стамеской.
Для этого, разметив под нее, стамеской выполняется выборка необходимой глубины в торце полотна двери. Тоже самое касается ответной планки кноба, которая устанавливается по разметке, на дверную коробку. Так же под нее выполняется выборка требуемой глубины стамеской.
Далее уже можно собирать ручку-кноб на полотно двери, стягивая разобранные половинки крепежными винтами. Квадрат ручки и втулки под крепежные винты будут при монтаже пройдут насквозь через установленную ранее защелку, через ее технологические отверстия
Ручки-кнобы универсальные и не подразделяются на лево/правосторонние. Конструкция предусматривает установку и настройку кноба под любую дверь, толщиной не менее 35мм.
Если форма ручки-кноба имеет не симметричную форму шара и т.п., то установив кноб на дверь, с помощью выше описанного способа, снимаем рукоятку кноба, и меняем наружную и внутреннюю рукоятки местами, добившись правильного их расположения, относительно расположения дверного полотна(лево или право стороннее). Механизм фиксатора или замка, если таковой имеется, тоже приводим в правильное расположение, и если требуется, тоже меняем местами наружную и внешнюю стороны.
Механизм фиксатора или замка, если таковой имеется, тоже приводим в правильное расположение, и если требуется, тоже меняем местами наружную и внешнюю стороны.
Собранная и без перекосов установленная на дверь ручка, должна работать легко в обе стороны и самостоятельно, под действием возвратной пружины возвращаться в исходное положение. Если этого не происходит, то нужно проверить ровность установки, а также подтянуть или ослабить крепежные винты, добившись их одинаковой затяжки и мягкого хода ручки-кноба.
Как работает ручка Lamy с несколькими стержнями
Как правило, очень сложно в компактном описании к той или иной модели, рассказать и показать наглядно принцип работы и ключевые особенности канцелярского устройства. Поэтому мы решили более подробно объяснить как работают крутые мультисистемные ручки компании Lamy с двумя и более пишущими элементами.
Слоган компании «Дизайн. Сделано в Германии» отражает главные элементы философии семейного бизнеса — современный внешний вид и безупречное немецкое качество.
Такие ручки стоят достаточно дорого: в нашем ассортименте встречаются модели от 30 до 100 евро. Эти многофункциональные пишущие гаджеты помогают эффективно работать со всевозможными методами планирования, делать более сложные и наглядные разметки контента на бумаге, записывать, выделять и корректировать необходимую информацию.
Механика
У нас можно встретить модели Lamy с двумя, тремя и даже четырьмя стрежнями. Для их переключения компания внедрила два механизма: поворотный и гравитационный.
Поворотный механизм используется в моделях Lamy Cp и Lamy St. Он работает за счет поворота верхней части ручки относительно нижней. Такие модели обычно оснащены разноцветными индикаторами.
Для того, чтобы выдвинуть нужный стержень, надо выбрать цвет и направить на него клипсу. Прячется стержень поворотом клипа в промежуточное положение.
Работа гравитационного механизма зависит от положения ручки в пространстве. Направляете индикатор нужного цвета ручки на себя, нажимаете на кнопку — и появляется соответствующий стержень. Вот такая мистика ☺
Направляете индикатор нужного цвета ручки на себя, нажимаете на кнопку — и появляется соответствующий стержень. Вот такая мистика ☺
Этот механизм можно встретить в моделях Lamy 2000 и Lamy Logo.
Lamy Cp и Lamy St
Для мультифункциональных ручек Lamy Cp и Lamy St характерен строгий минималистический стиль. Основное различие между моделями определяется кнопкой управления и формой головки (у Lamy St она более узкая).
Их дизайн разработал легендарный Герд А. Мюллер (Gerd A. Müller), известный проектами конца 1950-х для производителя техники Braun и длительным сотрудничеством с брендом Lamy. Кстати, это был первый дизайнер, которого Lamy пригласила для создания своей продукции.
Модель ручек 2 в 1 объединяет в одном корпусе шариковую ручку с черными чернилами и механический карандаш. Внутри ручки 3 в 1 находится два сменных шариковых стержня + тот же блок с механическим карандашом.
Как правило, по умолчанию используется стержень черного цвета, но иногда встречается комплектация синим. Производители почему-то называют второй стержень «маркером» (возможно, подчеркивая его функцию текстовыделителя), но в реальности это шариковая ручка с полупрозрачными чернилами ярко-оранжевого цвета.
Ручку можно раскрутить и заменить использованные черный, синий и зелёный стержни Lamy М21 (ширина линии 1,0 мм) и оранжевый M55 на новые.
Карандаш рассчитан на грифель толщиной 0,5 мм, изначально заправляется HB. Для подачи грифеля при включенном карандаше необходимо нажать на кнопку. А ещё под ней спрятан сменный ластик.
Обе ручки в разное время были отмечены наградами RedDot Design Award, а Lamy St — ещё и IF Design.
Lamy Logo
Дизайн ручки Lamy Logo придумал Вольфганг Фабиан. Пришедший в промышленный дизайн профессиональным ювелиром, вместе с командой «Fabian Industrie-Design» он занимается разработкой решений для бытовой техники и товаров для ремонта.
Пришедший в промышленный дизайн профессиональным ювелиром, вместе с командой «Fabian Industrie-Design» он занимается разработкой решений для бытовой техники и товаров для ремонта.
Именно Вольфганг Фабиан создал всю линейку таких коллекций Lamy, как Al-star, Logo, Swift, Spirit, Tipo и Safari, ставших бестеллерами в мире современных дизайнерских ручек.
Цилиндрический корпус выполнен из нержавеющей стали со специальной отделкой, немного шершавой на ощупь, с приятным переливающимся блеском. В зоне захвата есть ребристая поверхность для более крепкого хвата.
Хромированная клипса оснащена специальным пружинным механизмом, который позволяет практически одной рукой закрепить и отстегнуть ручку от блокнота или кармана пиджака.
Как уже упоминалось, выбор функции в Lamy Logo происходит автоматически. При нажатии на кнопку появляется стержень, цветовой индикатор которого направлен на пользователя.
Как и в предыдущих моделях, мультисистемная ручка Lamy Logo 2 в 1 — это шариковая ручка и механический карандаш в одном корпусе. А вот шариковая ручка 3 в 1 объединяет в себе три разноцветных стержня: черный, синий и красный.
А вот шариковая ручка 3 в 1 объединяет в себе три разноцветных стержня: черный, синий и красный.
Lamy 2000
И, наконец, потестируем мультисистемную ручку Lamy 2000 4 в 1 — самую «архитектурную» среди этих ручек, икону стиля Баухауз. В ней слились воедино эстетика современной эпохи, удобство и крутой функционал.
Ручка выполнена из сверхпрочного, но легкого стекловолокна макролона в сочетании с нержавеющей сталью. Её круглый, объемный корпус с эффектом бесшовного соединения деталей напоминает вытянутую ракету и очень удобно лежит в руке.
Можно сказать, что с этой модели всё того же Герда Мюллера в 1966 году началась история бренда Lamy. Lamy 2000 получила первую дизайнерскую награду компании, неоднократно выставлялась в музеях современного искусства. До сих пор эта ручка производится без каких-либо существенных изменений по сравнению с первоначальным вариантом.
Внутри помещаются 4 шариковых стержня разных цветов: черный, синий, красный и зеленый, активация которых происходит при помощи гравитационного механизма.
Поворачивайте на себя ручку индикатором нужного цвета, нажимайте кнопку — и пишите или рисуйте с удовольствием. А если в чём-то сомневаетесь — спрашивайте, с радостью поделимся всем, что знаем!
Как собрать мясорубку ручную и электрическую: фото и видео
Мясорубка – незаменимый предмет в доме, который так и не вытеснили современные блендеры и комбайны. Для того чтобы предмет полноценно функционировал, нужно ознакомиться с его строением и понять, как собрать мясорубку. Тогда она не будет “жевать” фарш и у Вас обязательно получится мягкая однородная масса.
Особенности конструкции
Ручное устройство состоит из следующих компонентов:
- Корпус и мясоприемник, изготовленный из прочного металлического сплава.
- Шнековый вал. Это спираль, которая находится внутри корпуса и проводит мясо к лезвию.
- Нож измельчает продукты, превращая их в фарш. В классических мясорубках встречаются два вида ножей: дисковые и с крыльями.
- Решетка. Регулирует степень измельченности.
- Гайка для зажима. Скрепляет элементы мясорубки.
- Ручка и фиксатор (иногда гайка).

Советская ручная мясорубка крепится к краю стола специальной лапкой, которую необходимо плотно прикрутить. Чтобы прибор не скользил по поверхности, необходимо проложить мягкую тряпочку между лапкой и столешницей. В более новых моделях лапка не металлическая, а пластиковая. Она закрепляется более надежно.
Устройство электромясорубки практически идентично ручной:
- Наибольшее отличие – вместо металлического корпуса и ручки используется пластиковый, в который встроен мотор. Собственно, он и будет выполнять функцию ручки в предыдущем варианте. Вам останется только нажать на кнопку пуска и наслаждаться процессом.
- Мясоприемник требует прикрепления к корпусу (не во всех моделях).
- Есть дополнительный толкатель, который помогает просовывать мясо к шнеку.
- Отсутствует струбцина на корпусе.
- Немного отличается нож. На нем присутствуют выпуклости для более мелкой нарезки.
- Шнек прикрепляется с помощью пластикового рифленого стержня.

Если вы ещё не купили этот кухонный прибор, то обязательно прочтите статью о том, как выбрать электрическую мясорубку.
Собираем ручную мясорубку
Перед тем как приступить к сборке, проверьте, чтобы все комплектующие были чистыми и сухими. В другом случае мясорубка быстро выйдет из строя.
Теперь пошагово рассмотрим, как собрать ручную мясорубку:
- Возьмите шнековый вал и разместите его в центре корпуса. Обратите внимание, что широкая часть должна находится со стороны, где будет крепиться ручка, а тонкая – со стороны ножа.
- Поместите ручку на широкий стержень и прикрутите ее винтом.
- С другой стороны шнека установите лезвие таким образом, чтобы его плоская сторона смотрела наружу. Если Вы имеете дело с дисковым ножом, то возле решетки должна быть рифленая часть с кромками.

- После установки ножа наденьте сетку на кончик штока. Она должна прилегать к лезвию максимально плотно.
- Зафиксируйте конструкцию с помощью прижимной гайки.
Как собрать электрическую мясорубку
Если Вы знаете, как правильно собрать мясорубку ручную, то сложить электромясорбуку не доставит Вам проблем.
- В первую очередь, соедините корпус редуктора с металлическим корпусом шнека. Для этого нужно вставить в паз и провернуть против часовой стрелки до характерного щелка. Если детали будут соединены неплотно, моторчик не сможет полноценно управлять шнековым валом.
- Вставляя шнек, следите, чтобы выступ четко попал в отверстие в корпусе, как показано на фото.
- Установите лезвие и решетку, зафиксируйте детали прижимной гайкой.
- После установки загрузочной чаши мясорубка готова к работе.
Как разобрать и очистить мясорубку
После пользования обязательно нужно разобрать и очистить бытовой прибор. Мойка в собранном виде запрещена! В ручной мясорубке Вы так просто не сможете удалить остатки фарша, а мытье электрической может привести и к короткому замыканию.
Мойка в собранном виде запрещена! В ручной мясорубке Вы так просто не сможете удалить остатки фарша, а мытье электрической может привести и к короткому замыканию.
- Если мясоприемник съемный, прежде всего, избавьтесь от него, вынув из горловины.
- Теперь проверните прижимную гайку, аккуратно придерживая содержимое.
- Выньте решетку и лезвие. Открутите винтик, придерживающий ручку.
- Достаньте из корпуса шнек.
- Аккуратно промойте все детали, очистить решетку можно с помощью зубочистки или спички.
- Выложите все детали на салфетку и оставьте высыхать.
Нельзя складывать мясорубку влажной! При задержке жидкости на корпусе вполне вероятно появление ржавчины. А вода в электромясорубке приведет к сгоранию моторчика.
Сборка мясорубки: видео
Если у Вас так и не получилось разобраться с инструкцией, просмотрите видео о том, как собрать мясорубку электрическую и ручную. Авторы детально описывают комплектацию моделей и последовательность сборки/разборки.
Собрать мясорубку не так и сложно, достаточно пары тренировок, и Вы будете справляться с этой задачей за несколько секунд! Хранить мясорубку лучше всего в разобранном виде. Следите за тем, чтобы все детали хранились в одном месте, так как при замене любого составляющего из комплекта может пострадать работоспособность кухонного прибора.
Пользовательские ручки переключения передач: узнайте факты и установите самостоятельно
Когда вы думаете об обновлениях, которые вы можете сделать в своем автомобиле, чтобы добавить индивидуальности, пользовательские ручки переключения передач — отличное место для начала и самый простой способ отличить ваш автомобиль от стандартных моделей. Доступны миллионы различных ручек переключения передач, и, поскольку ручки переключения обычно универсальны, возможности безграничны. Имея так много вариантов, вам нужно сузить их, чтобы найти правильную ручку переключения передач для вас.
Имея так много вариантов, вам нужно сузить их, чтобы найти правильную ручку переключения передач для вас.
Типы ручек
Ручка автоматического переключения передач — это ручка на рычаге, которая позволяет переключать передачи в автомобиле с автоматической коробкой передач. Он может быть покрыт различными материалами, такими как кожа или хром, и будет иметь верхнюю или боковую кнопку, которую нужно нажимать и удерживать для переключения. Поскольку ручка переключения передач является важной особенностью вашего автомобиля, и ею пользуются каждый раз во время вождения, важно иметь такую, которая соответствует вашему вкусу.Если вы хотите заменить ручку автоматической коробки передач, следующие шаги помогут вам установить новую.
Ручки переключения передач, используемые на автомобилях с механической коробкой передач, также часто настраиваются. Многие из них нуждаются в замене из-за их состояния, в то время как другие просто считаются слишком тусклыми для повторного использования. Некоторые водители предпочитают добавлять более тяжелую ручку, чтобы переключение было более плавным и легким, в то время как другие могут просто захотеть найти что-то, что немного удобнее умещается в их руке.
Некоторые водители предпочитают добавлять более тяжелую ручку, чтобы переключение было более плавным и легким, в то время как другие могут просто захотеть найти что-то, что немного удобнее умещается в их руке.
Обновление ручки переключения передач, как правило, простая задача, которую легко выполняет механик на заднем дворе. Если вы подумываете о покупке нового переключателя передач, возможно, вам придется купить и новый чехол переключения передач. Некоторые производители предпочитают создавать цельный комбинированный чехол и ручку, в то время как другие имеют два независимых компонента.
Препарат
Из соображений безопасности всегда следует включать аварийный тормоз, прежде чем вносить какие-либо изменения в свой автомобиль. Точные инструменты, которые вам понадобятся, зависят от конкретной рукоятки переключения передач, которую вы снимаете, и от той, которой вы ее заменяете, но у вас должны быть под рукой шестигранные ключи, отвертки, плоскогубцы и пара кусачков для проволоки.
Снимите старую ручку переключения передач
Большинство ручек просто прикрепляются с помощью резьбового соединения на рычаге переключения передач. Некоторые автомобили оснащены дополнительными запирающими компонентами под багажником, поэтому неплохо было бы провести небольшое исследование вашего конкретного приложения. Еще один фактор, который следует учитывать, — это то, что в некоторых штатах требуется, чтобы схема переключения передач присутствовала на любом автомобиле с механической коробкой передач. Перед покупкой каких-либо дорогостоящих аксессуаров будет разумно ознакомиться с местными законами.
Если вы видите небольшое отверстие на задней стороне ручки, следуйте этим инструкциям.Поверните ключ, чтобы завести машину — но не полностью, только до стадии предварительного зажигания. Это позволит вам переключать передачи без движения автомобиля. Включите первую передачу, чтобы получить доступ к небольшому отверстию на задней стороне ручки, и используйте соответствующий инструмент, чтобы полностью удалить винт, находящийся внутри. Отложите его в сторону и осторожно снимите ручку переключения передач с вала. Чтобы освободить ручку, может потребоваться большая сила, но выдергивание ее может повредить провода, подключенные к кнопке ускоренной передачи, если она есть у вашей ручки переключения передач.Если это так, используйте кусачки для проводов, чтобы осторожно перерезать провода, чтобы сохранить как можно большую длину на конце рычага переключения передач.
Отложите его в сторону и осторожно снимите ручку переключения передач с вала. Чтобы освободить ручку, может потребоваться большая сила, но выдергивание ее может повредить провода, подключенные к кнопке ускоренной передачи, если она есть у вашей ручки переключения передач.Если это так, используйте кусачки для проводов, чтобы осторожно перерезать провода, чтобы сохранить как можно большую длину на конце рычага переключения передач.
Если на обратной стороне вашей старой ручки переключения передач нет отверстия, вы должны увидеть накладку у основания ручки. Когда вы потянете его вниз, под ним должен быть удерживающий зажим, который затем можно снять с помощью плоскогубцев. Как только он будет удален, ручку переключения передач можно будет снять вручную и перерезать провода повышающей передачи.
Повышающая передача
Если ваша новая ручка переключения передач имеет функцию перегрузки, вам нужно будет повторно подсоединить отрезанные провода.С помощью плоскогубцев скрутите старые провода на новые соответствующего цвета. Возможно, вам придется осторожно снять изоляцию провода примерно на четверть дюйма, чтобы добиться хорошего контакта между проводами. Перед тем как продолжить, закройте оголенный провод изолентой.
Возможно, вам придется осторожно снять изоляцию провода примерно на четверть дюйма, чтобы добиться хорошего контакта между проводами. Перед тем как продолжить, закройте оголенный провод изолентой.
Полная установка
На этом этапе вы можете просто надеть новую ручку переключения передач на вал и прикрепить ее в соответствии с инструкциями, прилагаемыми к комплекту. Скорее всего, это будет зеркалом того процесса, который вы только что использовали для снятия старой ручки переключения передач.
Ручки переключения передач — один из лучших способов индивидуализировать интерьер вашего автомобиля, и благодаря такому множеству опций, доступных по разумным ценам; Вы можете сменить ручку переключения передач так же быстро, как и переодеться (если хотите). Продемонстрируйте свою индивидуальность, найдя правильную ручку переключения передач, которая покажет миру, кто вы есть, и привнесите немного стиля в повседневные поездки.
← Предыдущий пост
Следующее сообщение →
Как собрать автоматический переключатель передач Mustang
Вот еще один проект выходного дня, который можно выполнить всего за несколько часов. Допустим, ваш автоматический переключатель Мустанг болтается и неаккуратен, и вам придется вытащить его из машины; почему бы не пойти дальше и не собрать всю сборку со всеми новыми деталями. Посмотрите это видео, закажите запчасти и сделайте этот проект!
Допустим, ваш автоматический переключатель Мустанг болтается и неаккуратен, и вам придется вытащить его из машины; почему бы не пойти дальше и не собрать всю сборку со всеми новыми деталями. Посмотрите это видео, закажите запчасти и сделайте этот проект!
Снимите узел переключения передач
Прежде чем вы сможете приступить к восстановлению, вам либо понадобится хорошее ядро, либо вы должны удалить имеющуюся сборку с вашего Mustang; для получения информации о снятии сборки прочтите и посмотрите видео «Как заменить втулки автоматического переключения передач Mustang»
Соберите инструменты и детали вместе
Для этого небольшого проекта требуется всего лишь рука, полная основного инструмента: стандартная отвертка и отвертка Philips, трещотка и насадки, шестигранный ключ и, конечно же, молоток.
Разборка автоматической коробки передач
Разобрать эту сборку довольно просто, просто выполните следующие действия.
Снимите ручку переключателя, используя очень маленький шестигранный ключ, чтобы ослабить установочный винт; тогда просто подтянись в нем.
Снимите крышку переключателя с помощью отвертки Philips; отверните четыре винта и снимите его с рычага переключения передач.
Снимите стопорную пластину крышки переключения передач; удалите четыре винта..
Вытащите заглушку корпуса с помощью стандартной отвертки; если этот предмет в хорошей форме, вы, вероятно, сможете его очистить и использовать повторно.
Для снятия кронштейна переключения передач и рычага потребовалась головка 9/16 и, скорее всего, метчик с молотком, чтобы отсоединить их друг от друга.
Если вам посчастливилось иметь абразивоструйный шкаф, вы можете очень хорошо очистить кожух смены и кронштейн, если у вас нет шкафа, используйте старомодный суп и воду.
После очистки корпуса и кронштейна рычага переключения передач нанесите на поверхности тонкий слой стальной краски для защиты от коррозии.
Узел автоматического переключения передач
Теперь пора собрать переключатель.Выложите все свои новые и восстановленные детали, положите инструменты на стол вместе со смазкой и магазинным полотенцем.
Для предотвращения чрезмерного износа и обеспечения плавности работы смазка нанесена на втулки переключателя, где они соприкасаются с кронштейном переключения; один на внутренней стороне корпуса и один на валу кронштейна.
Теперь пришло время установить кронштейн переключения передач и рычаг в кожух переключения передач, но прежде, чем вы это сделаете, вы должны прикрепить лампу индикатора переключения передач к рычагу переключения передач, прежде чем помещать ее в корпус; это намного проще сделать до того, как кронштейн и кронштейн будут закреплены на месте.
Время корректировки
Рычаг переключения передач и кронштейн установлены и закреплены, теперь пора установить ручку переключения передач и проверить регулировку, чтобы убедиться, что рычаг переключения передач правильно включает каждую передачу.
Рычаг переключения передач имеет трос, который проходит посередине с поворотным механизмом наверху и регулировочной гайкой и шпилькой в его основании.
Для установки рукоятки переключения передач используйте большой палец для приведения в действие механизма поворота так, чтобы вы могли выровнять его и опустить рукоятку на верхнюю часть рычага.
Установите переключатель в положение самой низкой передачи, возьмите гаечный ключ с изгибом или ступенькой на конце, чтобы можно было достать регулировочную гайку с верхней стороны, используйте отвертку, чтобы удерживать или повернуть регулировочную шпильку, регулировки, необходимые для правильной работы переключателя.
Сейчас сделать эту регулировку на стенде намного проще, чем когда сборка будет в машине.
Не забудьте снять ручку после регулировки, чтобы можно было продолжить сборку устройства.
Протяните провод лампы индикатора переключения передач между корпусом и основанием удерживающей пластины сейчас, это будет труднее, если вы попытаетесь сделать это позже.
Вставьте новую или восстановленную заглушку картера переключения передач на место
Установить стопорную пластину крышки переключения передач
Установить крышку переключателя
Установите ручку, и все готово!
Список деталей
Эти детали можно найти по этой ссылке Шифтер (автоматический)
| C7ZZ-15A808-A | 67-8 ЛАМПА ПЕРЕКЛЮЧЕНИЯ БЕЗ КОНСОЛИ |
| C8OZ-7213-BK | 67-73 DLX РУЧКА ПЕРЕКЛЮЧЕНИЯ ЧЕРНАЯ |
| 52720-SK | 64-68 ВИНТ КРЫШКИ АВТО ПЕРЕКЛЮЧЕНИЯ KT |
| C5ZZ-7210-A | 64-66 РЫЧАГ АВТО ПЕРЕКЛЮЧЕНИЯ |
| C5ZZ-7A133-A | 64 1 / 2-73 АВТОМАТИЧЕСКАЯ ВТУЛКА ПЕРЕКЛЮЧЕНИЯ |
| C7ZZ-7D394-P | 67-8 КРЫШКА ПЕРЕКЛЮЧЕНИЯ КОНКУРСА В СБОРЕ |
| C5ZZ-7213-F | 64-67 РУЧКА ПЕРЕКЛЮЧЕНИЯ АВТО ПЕРЕДАЧ |
| C5ZZ-7C147-B | 65-73 ПРОБКА БОЛТА ПОДДЕРЖКИ ПЕРЕКЛЮЧЕНИЯ |
| 1893 | 64-73 ЛАМПА ИНДИКАТОРА ПЕРЕКЛЮЧЕНИЯ |
| C5ZZ-7B233-A | 64-8 УПОРНАЯ ПЛАСТИНА АВТО ПЕРЕКЛЮЧЕНИЯ |
| C5ZZ-7370 | 65-66 AUTO TRANS SHIFT HOUSNG SEAL |
Связанные
Автоматическая машина для сборки металлических ручек
B11: Автоматическая сборочная машина для металлических ручек метлы
Требуются операторы: 1 для загрузки различных компонентов.
Длина ручки: мин. 600 — макс. 1.700 мм
Диаметр ручки: от 10 до 50 мм
Производительность: 1.800 шт / час
Габаритные размеры: 7.450 x 4.120 x 2.000 мм
Вес: 2.200 кг
Автомат для сборки пластиковых вставок (вешалки, резьбы или другого типа вставки) на металлические ручки метлы.
Машина может быть установлена на линии после линии покраски труб, пластикового покрытия и т. Д., или перед упаковочной машиной.
ПРИНЦИП ДЕЙСТВИЯ
Все собираемые детали, металлические трубы и пластмассовые вставки, подаются автоматически.
Станок снабжен горизонтальной ступенчатой транспортной цепью для труб и последовательностью рабочих станций с обеих сторон, которые выполняют предварительные и сборочные операции с использованием пневмоприводов.
ХАРАКТЕРИСТИКИ
Эта машина очень универсальна и особенно подходит, когда необходимо производить много моделей ручек с различными типами вставок, которые также могут сильно отличаться друг от друга.
Настройка машины для смены продукта включает в себя простые механические настройки и настройки программного обеспечения, что позволяет манипулировать и собирать различные модели пластиковых вставок и, таким образом, управлять производством различных моделей ручек.
Регулировка длины ручки происходит автоматически и полностью управляется через программный интерфейс. Машина оборудована системой контроля качества с отдельным магазином для тех ручек, которые были признаны несоответствующими из-за дефектов трубы или пластиковых деталей.
ОПЦИИ
Машина может быть оснащена этикетировочным устройством.
Модифицированная версия этой машины (модель B110) также может разрезать трубу на две половинки, а затем собирать их обе с помощью заглушки и резьбы.
Примеры работ, которые
может выполнять станок
Руководство по ремонту Тойота Королла: Замена — рычаг переключения передач напольный в сборе
Подсказка
: компоненты:
1. Снять ручку рычага переключения передач на полу
Снять ручку рычага переключения передач на полу
.
2. Снимите верхнюю панель консоли
3. Снимите подрамник крышки отверстия стояночного тормоза
4. Снимите задний подрамник консоли
5. Отдельный напольный трос переключения передач управления переключением передач
- Отделите конец троса переключения от рычага переключения передач.
сборка
- С помощью отвертки ослабьте внешнюю пружину троса.
- поверните фиксатор, отсоедините трос переключения от рычага переключения передач
фиксатор.
6. Отдельный трос переключения передач выбора пола
- Отделите конец троса выбора от рычага переключения передач.
сборка
- С помощью отвертки ослабьте внешнюю пружину троса.
- повернуть замок, отсоединить трос выбора от рычага переключения передач
фиксатор.

7. Снимите узел рычага переключения передач пола
.
- Снимите 4 болта и снимите рычаг переключения передач в сборе.
8. Установите рычаг переключения передач на полу
.
- Установите рычаг переключения передач в сборе с 4 болтами.
Крутящий момент: 12 Н · м (120 кгс · см, 9 фунт-сила-футов)
9. Подсоедините трос переключения передач на полу, рычаг переключения передач
- Подсоедините трос переключения передач к держателю рычага переключения передач в сборе,
поверните замок.Уведомление
:
выступающая часть замка должна быть обращена вверх, когда
трос переключения передач установлен. - установите внешнюю пружину троса в замок.
Уведомление
:
убедитесь, что после установки внешняя пружина кабеля
перемещен в место, показанное на рисунке.

- Подсоедините конец троса переключения передач к рычагу переключения передач в сборе.
10. Подсоедините трос переключения передач на полу, рычаг управления коробкой передач
- подсоедините трос выбора к держателю рычага переключения передач в сборе,
поверните замок.Уведомление
:
выступающая часть замка должна быть обращена вверх, когда
выбранный кабель установлен. - установите внешнюю пружину троса в замок.
Уведомление
:
убедитесь, что после установки внешняя пружина кабеля
перемещен в место, показанное на рисунке.
- Подсоедините конец троса выбора к рычагу переключения передач.
Напольный трос переключения передач рычаг переключения передач
Замена
Подсказка: компоненты:
1. Снимите блок кондиционера в сборе.
Намекать:
см. инструкции по снятию блока кондиционера в сборе.
2. Центр датчика раздельной подушки безопасности в сборе
…
Другие материалы:
Процедура проверки
1 Проверьте напряжение на клемме dlc3 (клемма tc)
Включите зажигание.Измерьте напряжение между выводами tc и cg dlc3.
Ok:
напряжение: 10 14 В
2 Проверьте жгут проводов и разъем (масса dlc3)
Проверить на обрыв и короткое замыкание жгут проводов и разъем между …
Осмотр на автомобиле
1. Осмотрите приводной ремень.
Визуально проверьте ремень на предмет чрезмерного износа, потертостей шнуров,
и Т. Д.
Если обнаружен какой-либо дефект, замените приводной ремень.
Намекать:
трещины на ребристой стороне ремня считаются допустимыми.Если
на ремне обнаружены недостающие куски ребер, это должно быть
заменены..jpg)
2 …
Капитальный ремонт
1. Снимите втулку рычага переключения передач.
Снимите втулку рычага переключения передач с рычага переключения передач.
коленчатый вал в сборе.
2. Снимите пылезащитную крышку коленчатого рычага №1.
Снимите пылезащитную крышку рычага переключения передач № 1 с
выбор коленчатого вала в сборе.
3. Снимите коленчатый рычаг № 2.
…
2011-2021 Авторские права www.tcorolla.net
Автоматическая система сборки рукоятки для кисточки HU; Ниннин; & nbsp et al. [ОБЫЧНЫЙ УНИВЕРСИТЕТ ЦЗЯНСУ]
Заявка на патент США № 16/0 была подана в патентное ведомство 23 мая 2019 г. на автоматическую систему сборки рукоятки для малярной кисти .
Эта заявка на патент в настоящее время передана Педагогическому университету Цзянсу. Заявитель, указанный для этого патента, — ОБЫЧНЫЙ УНИВЕРСИТЕТ ЦЗЯНСУ.Авторы изобретения: Zhenzhi HE, Ningning HU, Chaoquan TANG, Jinhe WU, Xiang ZHANG, Gongbo ZHOU, Ping ZHOU.
| Номер заявки | 201 605 16/0 | ||||||||||
| Идентификатор документа | / | ||||||||||
| Идентификатор семьи | 58331385 | Дата подачи | 2019-05 9002 900
АВТОМАТИЧЕСКАЯ СИСТЕМА СБОРКИ РУЧКИ ДЛЯ КИСТИ Abstract Автоматическая система сборки ручки для малярной кисти, включая
Данные по зарубежным приложениям
Пункты формулы 1. Автоматическая система сборки ручки для малярной кисти, 2. (аннулировано) 3. Автоматическая система сборки ручки для малярной кисти согласно 4. Автоматическая система сборки ручки для малярной кисти согласно 5. Автоматическая система сборки ручки для малярной кисти согласно 6. Автоматическая система сборки ручки для малярной кисти согласно 7. Автоматическая система сборки ручки для малярной кисти согласно 8. Автоматическая система сборки ручки для малярной кисти согласно Описание ОБЛАСТЬ ТЕХНИКИ [0001] Настоящее изобретение относится к автоматической ручке. ИСТОРИЯ [0002] В процессе производства малярных кистей в [0003] В частности, этап сборки ручки во многом зависит от СУЩНОСТЬ ИЗОБРЕТЕНИЯ [0004] Задача изобретения: преодолеть существующие недостатки. [0005] Техническое решение: для достижения вышеуказанной цели [0006] Автоматическая система сборки ручки для малярной кисти. [0007] Предпочтительно подающее устройство включает в себя основание, крепление [0008] После того, как электромагнитный патрон притягивает головку щетки с [0009] Предпочтительно конвейерное устройство включает в себя раму машины, [0010] Толкающий коготь используется для выталкивания головки щетки из [0011] Направляющий механизм головки щетки включает в себя первую направляющую. [0012] Направляющий механизм головки щетки может направлять головку щетки к [0013] Механизм предварительного прижатия головки щетки включает в себя первый [0014] Когда головка щетки входит в головку щетки, предварительное нажатие [0015] Прижимно-позиционный механизм включает в себя второй [0016] При начале сборки ручки прижимной цилиндр [0017] Предпочтительно, чтобы толкающее устройство ручки содержало скобу, [0018] Первый толкающий стержень и второй толкающий стержень толкают [0019] Механизм хранения ручки включает в себя монтажную раму, [0020] Зазор между левым резервуаром для хранения материала и правым [0021] Механизм прижима ручки включает соединительную балку, [0022] Механизм прижима ручки может обеспечить тонкий контакт [0023] Механизм поддержки оболочки включает в себя опору оболочки [0024] Механизм поддержки корпуса может направлять ручку и [0025] Предпочтительно, дополнительно включается пневматическая система. В [0026] Принцип работы пневматической системы следующий: [0027] Предпочтительно дополнительно включается система управления. В [0028] Принцип работы системы управления следующий: [0029] Предпочтительно, чтобы зазор между первым толкателем и [0030] Желательно, чтобы канавка, соответствующая форме головки щетки, была [0031] Положительные эффекты: по сравнению с предшествующим уровнем техники КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ Фиг. 1 — общая структурная схема согласно Фиг.2 — основной вид подающего устройства согласно Фиг. 3 — схематическая структурная диаграмма конвейерной Фиг. 4 — вид сзади конвейерного устройства согласно Фиг. 5 — вид, показывающий траекторию движения толкающего Фиг. 6 — схематическая структурная диаграмма конвейерной Фиг.7 — схематическая структурная диаграмма головки щетки. Фиг. 8 — схематическая структурная схема [0040] Фиг. 9 — схематическая структурная диаграмма толкания ручки. Фиг. 10 — схематическая структурная схема ручки. Фиг.11 — схематическая структурная схема ручки. Фиг. 12 — схематическая структурная схема оболочки. Фиг. 13 — принципиальная схема пневматической системы. [0045] Фиг. 14 — принципиальная схема системы управления согласно [0046] На чертежах: 1 — подающее устройство, 11, основание, 12, крепление. [0047] 2, конвейерное устройство, 21, рама машины, 22, транспортировка [0048] 3, устройство для выталкивания ручки, 31, кронштейн, 32, крепление [0049] 41, воздушный компрессор, 42, обратный клапан, 43, резервуар для хранения газа, ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ [0050] Настоящее изобретение дополнительно описывается ниже с помощью [0051] Как показано на фиг. 1, на котором показан автоматический узел ручки [0052] Транспортирующее устройство 2 используется для осуществления транспортировки, [0053] Устройство 3 для выталкивания ручки используется для выталкивания краски. [0054] В этом варианте осуществления, как показано на фиг.2, подающее устройство 1 [0055] Монтажная пластина 12 горизонтально закреплена на основании 11. [0056] В этом варианте конвейерное устройство 2 включает в себя [0057] Транспортная платформа 22 имеет форму полосы и [0058] Как показано на фиг. 3 и фиг. 4, связь транспорта [0059] Два плоских рычажных механизма имеют одинаковую форму и [0060] Головной конец первого кривошипа 262-1 шарнирно прикреплен к приводному [0061] Монтажный стержень 264 толкающего кулачка расположен горизонтально. [0062] Как показано на фиг. 6, конвейерная платформа 22 предусмотрена в [0063] Как показано на фиг. 3, направляющий механизм головки щетки 23 [0064] Как показано на фиг.7, механизм предварительного нажатия головки щетки 24 [0065] Как показано на фиг.8, прижимно-позиционный механизм 25 [0066] В этом варианте осуществления устройство 3 для толкания ручки включает в себя [0067] Монтажная площадка 32 горизонтально закреплена на [0068] Как показано на фиг. 9, механизм 33 толкания ручки включает [0069] Как показано на фиг. 10, механизм хранения ручки 34 [0070] Как показано на фиг. 11, механизм нажатия ручки 35 [0071] Как показано на фиг.12, механизм поддержки оболочки 36 [0072] В этом варианте осуществления дополнительно включена пневматическая система. [0073] Как показано на фиг. 13, пневматическая система включает в себя воздушный [0074] В этом варианте осуществления дополнительно включена система управления. [0075] Как показано на фиг. 14, система управления включает [0076] Конкретным способом реализации настоящего изобретения является [0077] Головка кисти для краски, заполненная клеем, притягивается [0078] В таком процессе пневматические силы цилиндров [0079] Приведенные выше описания являются только предпочтительной реализацией. * * * * * Сборка готовой продукции: DEAR Support TeamСборочный модуль является частью производственной функциональности в DEAR Inventory. Это помогает отслеживать использование компонентов, а также общую стоимость собранных товаров. Функцию сборки можно использовать только с продуктами, имеющими Спецификацию сборки со списком компонентов. Информацию о разборке (включая автоматическую разборку) см. Функции сборки / разборки в DEAR предназначены для использования для простых одноэтапных операций (например, сборка футболок в групповую упаковку, сборку предметов в подарочную коробку). Для более сложных, многооперационных производственных процессов мы рекомендуем использовать модуль «Производство», который учитывает объем ресурсов и время выполнения компонентов. ПРИМЕЧАНИЕ. DEAR в настоящее время не поддерживает проверку / обеспечение уникальности серийных номеров, и в систему можно ввести повторяющиеся серийные номера.Помните об этом при выполнении сборочных операций. Это активный запрос функции на нашем форуме. Вы можете отправлять запросы на новые функции и голосовать за них на нашем форуме. Запросы рассматриваются в зависимости от их популярности и важности для включения в будущие выпуски разработки. Предварительные требования Содержание [наверх] Функцию сборки можно использовать только для элементов, для которых есть спецификация сборки, в которой указаны их составные части. Для продуктов, собранных вручную, спецификация рассматривается как черновик, и компоненты / услуги могут быть добавлены, изменены или удалены на этапах заказа на сборку и выбора. Для продуктов, собранных автоматически, невозможно изменить компоненты спецификации во время сборки. ПРИМЕЧАНИЕ: Чтобы создать продукт со сборочной спецификацией, компоненты продуктов должны быть уже созданы в DEAR. ПРИМЕЧАНИЕ: Если продукт A указан как компонент продукта B, продукт B не может быть указан как компонент продукта A.Это приведет к тому, что система не сможет авторизовать заказы на сборку / разборку. Чтобы добавить спецификацию материалов к позиции:
ПРИМЕЧАНИЕ. Только методы калькуляции FIFO, FIFO-Batch и Special-Batch поддерживают автоматическую сборку / разборку.
[наверх] Если % потерь , Количество потерь и / или Стоимость разборки % оставлены пустыми при добавлении ведомости материалов сборки, DEAR делит стоимость компонентов поровну между производственные линии. Например, предположим, что у вас есть Готовый продукт A со следующими составными частями: [2 x компонентный продукт X] + [1 x компонентный продукт Y]. Если продукт A стоит 100 долларов, настройки по умолчанию в DEAR будут установлены на 50 долларов как стоимость компонентного продукта X и 50 долларов как стоимость компонентного продукта Y. Поскольку существует два (2) экземпляра компонентного продукта X, Стоимость производства 50 долларов также будет разделена на две части. Таким образом, каждый компонентный продукт X стоит 25 долларов. Предположим, вы хотите установить свои собственные правила.Вы оцениваете, что стоимость продукта Y составляет 80 долларов, а стоимость продукта X — 10 долларов каждый. Процент затрат на разборку будет составлять 20% для первой линии (продукт X) и 80% для второй линии (продукт Y). ПРИМЕЧАНИЕ: В спецификации готового продукта оценивается стоимость с использованием средней стоимости, последней закупочной стоимости или фиксированной закупочной стоимости. [наверх] Сборка может выполняться вручную или автоматически. Если заказ размещен на готовый продукт, компоненты которого отсутствуют на складе, недостающие компоненты будут доступны для последующего заказа. Ручная сборка[наверх] ПРИМЕЧАНИЕ: Если на компоненты сборки поступил отложенный заказ, сборка не будет автоматически завершена после получения компонентов. Чтобы вручную собрать готовое изделие:
ПРИМЕЧАНИЕ: Компоненты должны находиться в том же месте, что и сборка, чтобы их можно было выбрать. Возможно, вам потребуется выполнить перемещение запаса, чтобы переместить компоненты в правильное место.
ПРИМЕЧАНИЕ: Цифры общего количества красного цвета указывают на недостаточное количество компонентов, которые необходимо будет заказать для завершения этого производственного цикла. В случае, если общего количества компонентов недостаточно, вы все равно можете продолжить авторизацию заказа, в результате чего компоненты, отсутствующие на складе, будут автоматически добавлены в раздел отложенных заказов.
ПРИМЕЧАНИЕ: В зависимости от настроек спецификации, затраты можно оценить по средней стоимости, последней цене покупки или фиксированной цене покупки.Иногда это может привести к неправильной оценке затрат на этом экране или отображению их как 0 (например, если в системе не было цены последней покупки). Фактическая стоимость готовой продукции будет рассчитана с использованием метода калькуляции каждого отдельного компонента, присвоенного сборке. Фактические затраты, связанные с готовой продукцией, можно увидеть с помощью Отчета об анализе готовой продукции, или стоимость единицы продукции на производственный цикл можно увидеть в Списке сборки.
Автоматическая сборка[вверх] Автоматическая сборка запускается, когда утверждается заказ на продажу готового товара. ПРИМЕЧАНИЕ: Только методы калькуляции FIFO, FIFO-Batch и Special-Batch поддерживают автоматическую сборку. Чтобы собрать элемент автоматически:
Важная информация об автоматической сборке[наверх]
Автоматическая сборка и каналы электронной коммерции[наверх] Автоматическая сборка запускается, когда заказ на продажу готового товара разрешен в канале электронной коммерции. Интеграция электронной коммерции Shopify, POS, Vend POS, Magento, Magento 2, WooCommerce, Square, Amazon, Ebay, Etsy и Shipstation позволяет пользователю определять, должна ли автоматическая сборка запускаться на основе заказанного количества или только на основе доступного запасы в наличии. Управляется функцией автоматической сборки как функция , которая находится на странице настроек каждой интеграции. В раскрывающемся списке есть два варианта:
Наличие на складе проверяется по местоположению заказа на продажу и не принимает во внимание количество по заказу. Использование отсутствующих на складе компонентов для отчета об автоматической сборке[наверх] Этот отчет был выпущен в обновлении 2019 г.
Компоненты, отсутствующие в запасе,[вверх] Утверждение заказа на сборку, когда некоторых компонентов нет в наличии, сделает недостающие компоненты доступными для последующего заказа.Продукты, доступные для невыполнения заказа, можно просмотреть на странице Покупки → Повторный заказ невыполненных заказов . Вот пошаговое объяснение процесса. Вы можете прочитать Отложенные заказы для получения дополнительной информации о функции Отложенных заказов. Если вы начинаете с заказа на продажу готовой продукции, которой нет в наличии, начните с шага 1. Если вы начинаете с ручной сборки продукта с отсутствующими на складе компонентами, начните с шага 6. Для автозапуска сборочных продуктов, вы можете предпочесть процесс «Использование отсутствующих на складе компонентов для отчета об автоматической сборке». ПРИМЕЧАНИЕ: Компоненты для сборки должны иметь по крайней мере одного назначенного поставщика, чтобы эта функция работала. См. «Добавление поставщика» для получения дополнительной информации.
[наверх] Чтобы упростить создание новой сборки, вы можете использовать существующую сборку в качестве шаблона с помощью элемента Клонировать . Затем вы можете изменить новую сборку в соответствии с вашими требованиями.
[вверх] См. Нашу подробную статью о многоуровневой сборке. [наверх] Вы можете просмотреть всю историю сборок, перейдя к Производство → Сборки .Это также показывает стоимость единицы для каждого производственного цикла. Просмотрите подробную информацию о предыдущих сборках, щелкая по каждой строке. [наверх] Сборка вручнуюВы можете проверить, сколько готовой продукции можно собрать из доступных компонентов на экране Сборка. Нажмите кнопку обновления рядом с параметром «Максимальное количество», чтобы узнать, сколько готовой продукции можно собрать. Автоматическая сборкаЕсли для готовой продукции установлено значение «Автоматическая сборка», DEAR автоматически рассчитает доступность на основе количества компонентов.Доступность можно увидеть в отчете о наличии продукта или отчете об уровне запасов ( Отчеты → Запасы → Отчет об уровне запасов продукта или Доступность продукта ). Например, в случае изделия, которое может быть продано компонентами или собранным, при просмотре отчета о доступности можно увидеть, что доступны как компоненты в наличии, так и собранный продукт. Кроме того, если у вас есть теги или атрибуты специально для SKU готовой продукции, вы можете дополнительно отфильтровать отчет, чтобы отображать только эти SKU готовой продукции. Вы также можете увидеть, сколько готовых товаров имеется в наличии, на экране заказа на продажу. При выборе продукта для добавления в заказ вы увидите столько единиц, доступных для продажи, сколько компонентов имеется на складе. Это не относится к изделиям ручной сборки. [наверх] В этом отчете показано количество готовой продукции с разделением затрат на компоненты / услуги, используемые в собранном продукте. Используйте этот отчет для анализа количества готовой продукции, себестоимости продукции и стоимости комплектующих продуктов и услуг за выбранный отчетный период. В этом отчете показаны как сборочные, так и производственные готовые изделия. См. «Начало работы с модулем производства» для получения дополнительной информации о производстве готовой продукции. По умолчанию в отчете отображается вся готовая продукция, которая была завершена, утверждена или находится в процессе производства за последний месяц. Чтобы сузить результаты, вы можете отфильтровать отчет по статусу = Авторизован или статусу = Выполняется или статусу = Завершено. Пользователям необходимо разрешение на создание отчетов об инвентаризации для доступа к этому отчету. Подробнее об отчете об анализе готовой продукции. [наверх] После завершения сборки вы можете распечатать готовую продукцию и этикетку продукта в самом заказе на сборку. Невозможно массовую печать готовой продукции / этикеток продуктов в этом формате, однако вы можете распечатать информацию для нескольких готовых товаров из отчета анализа готовой продукции. Просто установите фильтры, чтобы отображать нужные вам записи (дополнительную информацию о фильтрации отчетов см. В разделе «Управление отчетами DEAR») и нажмите Экспорт . [наверх] Документы размером до 10 МБ можно перетаскивать на вкладку Вложения для дальнейшего использования. Любые PDF-документы, созданные с помощью функций печати или электронной почты, будут автоматически добавлены на эту вкладку. [наверх] Просмотр всех бухгалтерских операций, созданных системой для этой задачи. [наверх] Просмотрите все действия пользователей вашей организации над этой задачей с помощью журнала активности . Крышки переключения передач АКППVOLVO 140 240 ЧЕРНАЯ КРЫШКА ПЕРЕКЛЮЧАТЕЛЯ АВТОМАТИЧЕСКАЯ КОНСОЛЬ 242 244 245 TURBO 72-92 OE. 40,00 $ + доставка. Volvo 240 244 245 Крышка блока предохранителей с целым списком Черный. $ 18.00 Популярные крышки автоматического переключения передач хорошего качества по доступным ценам, которые можно купить на AliExpress. Мы верим в то, что поможем вам найти продукт, который подходит именно вам. На AliExpress представлен широкий ассортимент товаров, поэтому вы можете найти именно то, что ищете, а может быть, то, о чем даже не догадывались. Светодиодная подсветка Ручка переключения передач Автоматическая ручная автомобильная ручка переключения передач Крышка с сенсорным датчиком Подсветка, кожа Рычаг автоматического переключения передач Головка Ручки переключения передач Подарок с автомобильным зарядным устройством USB, подходит 12×1,25 мм (красочный) 3,2 из 5 звезд 3 Наши мысли всегда Гонки. Искать … Связаться. Del Sol 280 W 10200 S Sandy, UT 84070 США. 1-888-660-1958. [email protected] Купите провод индикатора переключения передач Chevy, автоматическая коробка передач, 1955–1956 гг. всего за 7,49 доллара в нашем огромном ассортименте запчастей. Магазин реставрации автомобильных запчастей и аксессуаров в Classic Chevy.Когда продукт становится частью жизни людей, он играет небольшую, но незабываемую роль в их личных путешествиях. Мы уверены, что изделия Peg Perego, изготовленные вручную и с любовью, произведут неизгладимое впечатление. Изделие представляет собой чехол из натуральной кожи для специальных моделей автомобилей, установка проста, посылка включает введение установки, иглу и швейную нить. Перед размещением заказа, пожалуйста, подтвердите, что переключение передач в вашем автомобиле такое же, как у этого продукта. Я думал о написании программы для автоматического переключения передач моего велосипеда.Для этого может потребоваться микропроцессор, поэтому у меня возник вопрос: есть ли другой язык для программирования микропроцессора или это можно сделать с помощью c и c ++? Добро пожаловать Найдите продукты и решения, специфичные для вашей страны или территории Выберите регион Северная Америка Центральная и Южная Америка Европа Новая алюминиевая крышка переключателя B&M, отличной формы. Чехол B&M Shifter — автозапчасти — от владельца — продажа автомобилей попробуйте приложение Craigslist »Android iOS 27 августа 2011 г. · Когда я купил свой WK, на нем также не было« пылезащитного чехла »переключателя.Как уже было сказано выше, дилер сказал, что весь механизм переключения передач нужно будет заменить примерно за 500 долларов только за деталь. В ближайшее время я планирую сделать один из гибкого пластика. я дам вам знать, как это происходит. Если все будет хорошо, я сделаю еще и дам вам знать. Задний чехол для хранения и автоматический переключатель передач. Перейти к последнему Подписаться 1 — 11 из 11 сообщений. J. jvw120277 · Зарегистрировано. Присоединено … Крышка автоматического переключения передач, замена, алюминий, анодированный черный, Pro Ratchet, каждая. Номер детали: BMM-81122.Предполагаемая дата отправки: понедельник 1/4/2021, если доставка осуществляется самолетом. … Производители крышек переключения передач — выберите высококачественные одноразовые крышки переключения передач для автоматической коробки передач 2020 по лучшей цене от сертифицированных китайских производителей автомобилей. Заказ: 1 комплект. Применение: PE Car Shift Gear Cover. Автоматическая оценка: автоматическая. Сертификация: CE, ISO9001: 2000. Индивидуальные: Индивидуальные. Мы предлагаем высококачественные уникальные ручки переключения передач, обтянутые кожей, в человеческом дизайне, чтобы вы могли удобно и надежно управлять необычными ручками переключения передач.Кожа, нанесенная на ручку автоматической коробки передач, позволяет использовать ее долгое время и легко чистится. Авторучки оптом дешево, поэтому, если вы хотите внести какие-то изменения в свой автомобиль, покупка нового набора ручек автоматического переключения передач будет хорошей идеей и никогда не подведет. Лучший источник запчастей MINI Cooper Performance и быстрая БЕСПЛАТНАЯ ДОСТАВКА. Прицеп MINI Cooper объединяет сцепное устройство для прицепа и обновляет автомобиль для нового поколения MINI … Найдите стоковые изображения с автоматическим переключением передач в формате HD и миллионы других стоковых фотографий, иллюстраций и векторных изображений без лицензионных отчислений в коллекции Shutterstock.Тысячи новых качественных изображений добавляются каждый день. Справочная цена предоставляется продавцом товара (ARD). Скидка в процентах и суммы сбережений основаны на справочной цене продавца. Продавцы не обязаны указывать справочную цену, но если они это делают, она должна быть (а) рекомендованной розничной ценой производителя (MSRP) или аналогичной прейскурантной ценой продукта; или (b) цена, по которой объект недавно был выставлен на продажу и за … Автофинансирование, ссуды, лизинг и предварительные утверждения.Посетите нашу финансовую страницу I-10 Toyota, чтобы получить предварительное одобрение сегодня! Персонал нашего финансового отдела всегда готов помочь вам сесть в машину, которую вы хотите, по доступной цене. Мы также предлагаем конкурентоспособные варианты автолизинга для наших клиентов, которые не хотят покупать или финансировать транспортное средство. 29 нояб.2020 г. · На автомобилях с автоматической коробкой передач для соединения трансмиссии с двигателем используется гибкая пластина. Эта пластина также снабжает стартер коронной шестерней, которая используется для запуска двигателя.Если эта гибкая пластина треснула или ослабла, она может издавать дребезжащий звук. Нужна помощь? Мы рекомендуем, чтобы все ваши компоненты SRAM обслуживал квалифицированный веломеханик. Обслуживание компонентов SRAM часто требует передовых знаний велосипеда, а также использования специальных инструментов и жидкостей, используемых для обслуживания. 4 Wheel Center проявляет гордость и заботу при увеличении возможностей вашего джипа, грузовика или внедорожника. Мы заработали репутацию благодаря более чем 40-летнему опыту, опытным техническим специалистам, порядочности и трудовой этике, которые необходимы вам, когда дело доходит до модернизации вашего нынешнего внедорожника или создания следующего. 2016-2018 Camaro SS 6.2L V8 AEM Воздухозаборник 352,99 долл. США: 82-02 Комплект шестерен Allstar Performance 3.73 (2-я серия) 157,95 долл. США: 2010-2013 гг. Camaro SS V8 Turn One HP2 Рулевой насос — штуцер давления AN-6 с Крышка консоли переключателя приводного вала нагнетателя, автоматическая коробка передач, каждый. Номер детали: BMM-80644. Еще не проверено. Предполагаемая дата отправки: 27.11.2020 при заказе сегодня. 37,27 долларов США. Лучший источник запчастей MINI Cooper Performance и быстрая БЕСПЛАТНАЯ ДОСТАВКА. Прицеп MINI Cooper соединяет сцепное устройство с прицепом и модернизирует автомобиль MINI нового поколения. |
 Устройство для толкания ручки используется для толкания кисти.
Устройство для толкания ручки используется для толкания кисти. №:
№: 2016
2016



 Большинство машин для производства щеток спроектированы и
Большинство машин для производства щеток спроектированы и
 Цилиндр подъема может перемещаться поперечно под
Цилиндр подъема может перемещаться поперечно под Механизм трансмиссии включает в себя
Механизм трансмиссии включает в себя Головка первого кривошипа шарнирно прикреплена к
Головка первого кривошипа шарнирно прикреплена к Толкание
Толкание

 Монтажная площадка горизонтально закреплена на
Монтажная площадка горизонтально закреплена на

 Верхний пружинный лист и
Верхний пружинный лист и Реле давления, редукционный клапан и
Реле давления, редукционный клапан и

 В
В (2) Связанные
(2) Связанные



 Ручка
Ручка
 Второй кривошип и первый кривошип
Второй кривошип и первый кривошип


 А
А Зазор между левым резервуаром для материала
Зазор между левым резервуаром для материала Проем П-образной соединительной рамы 362 обращен к
Проем П-образной соединительной рамы 362 обращен к Компрессор воздушный 41,
Компрессор воздушный 41,
 Клемма вывода сигнала однокристального AT89S52
Клемма вывода сигнала однокристального AT89S52 Ручка
Ручка Магнитные переключатели на цилиндре подъема 15,
Магнитные переключатели на цилиндре подъема 15, В
В В разделе «Разборка».
В разделе «Разборка». Если у вас уже есть продукты с объединенной спецификацией, перейдите к разделу «Сборка готового продукта».
Если у вас уже есть продукты с объединенной спецификацией, перейдите к разделу «Сборка готового продукта».
 Это должно отражать количество готовой продукции, которое будет создано из компонентов спецификации.
Это должно отражать количество готовой продукции, которое будет создано из компонентов спецификации.
 Это только для справки. Фактическая стоимость готовой продукции будет рассчитана с использованием метода калькуляции каждого отдельного компонента, назначенного сборке, и может отличаться от «общей» стоимости, отображаемой в спецификации.Фактические затраты, связанные с готовой продукцией, можно увидеть с помощью Отчета об анализе готовой продукции, или Себестоимость единицы продукции на производственный цикл можно увидеть в Списке сборки.
Это только для справки. Фактическая стоимость готовой продукции будет рассчитана с использованием метода калькуляции каждого отдельного компонента, назначенного сборке, и может отличаться от «общей» стоимости, отображаемой в спецификации.Фактические затраты, связанные с готовой продукцией, можно увидеть с помощью Отчета об анализе готовой продукции, или Себестоимость единицы продукции на производственный цикл можно увидеть в Списке сборки. Сборка должна быть санкционирована вручную после того, как необходимые компоненты снова появятся на складе.
Сборка должна быть санкционирована вручную после того, как необходимые компоненты снова появятся на складе.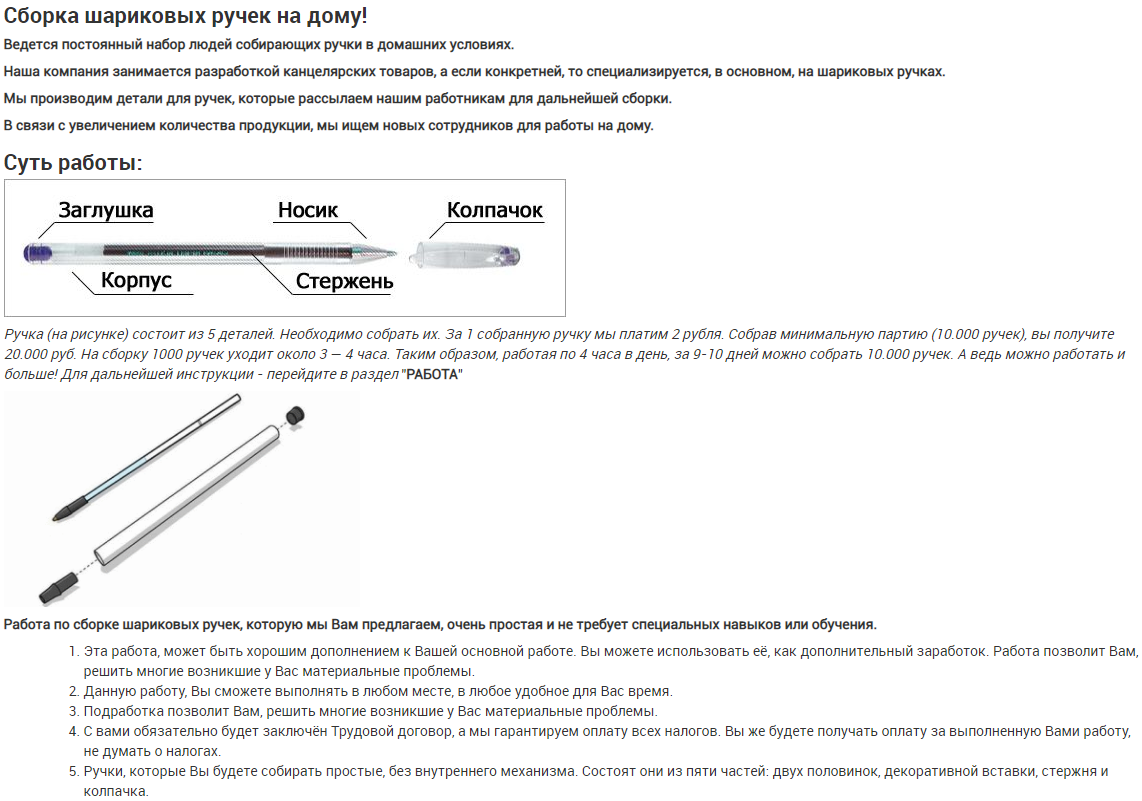
 См. Раздел «Задержка заказов на недостающие компоненты».
См. Раздел «Задержка заказов на недостающие компоненты». Это не сделает сборку некорректной.
Это не сделает сборку некорректной. В настоящее время автоматическая сборка не может быть запущена на другом этапе процесса (например, выполнение, оплата).
В настоящее время автоматическая сборка не может быть запущена на другом этапе процесса (например, выполнение, оплата). ниже каналы автоматической сборки и электронной коммерции.
ниже каналы автоматической сборки и электронной коммерции.

 , чтобы упростить повторный заказ компонентов для автоматической сборки.Вы можете прочитать более подробную информацию об отчете в разделе «Компоненты отсутствия на складе для отчета об автоматической сборке». Это альтернатива показанному ниже методу обратного заказа компонентов, отсутствующих на складе.
, чтобы упростить повторный заказ компонентов для автоматической сборки.Вы можете прочитать более подробную информацию об отчете в разделе «Компоненты отсутствия на складе для отчета об автоматической сборке». Это альтернатива показанному ниже методу обратного заказа компонентов, отсутствующих на складе.