Изготовление дверей филенчатых: Филенчатые двери своими руками | Строительный портал
Филенчатые двери своими руками: как сделать правильно
Такая конструкция, как филенчатые двери очень популярна, при этом сделать её своими руками может каждый домашний мастер. Чтобы не переводить впустую дорогостоящие материалы заранее продумайте все аспекты, касающиеся этого дела, в частности, подберите подходящую модель, которую вы сможете осилить самостоятельно.
Самостоятельно изготовленная филенчатая дверь станет украшением вашего интерьере
Особенности и разновидности конструкции
В первую очередь, перед тем как решиться сделать филенчатую дверь своими руками, следует более подробно разобраться в устройстве этой конструкции и её основных особенностях. Главная отличительная черта филенчатых дверей – наличие более тонких вставок, которые и придают полотну изящность и особый шик.
Благодаря такой конструкции полотно становится более прочным и надежным при одновременном уменьшении веса и массивности двери.
Различают три основных вида таких изделий:
- Глухие из фанеры или ДВП.
 В таких моделях филенки изготавливаются из тонких листов ДВП или фанеры, которые фиксируются внутри вырезов.
В таких моделях филенки изготавливаются из тонких листов ДВП или фанеры, которые фиксируются внутри вырезов. - Со стеклянными вставками. В качестве заполнения для филенчатой части применяют стекло, такие двери выглядят особенно легкими и придают помещению дополнительную декоративность.
- Деревянные. Самые прочные и сложные в исполнении, для вставок необходимо изготовить тонкие листы из массива дерева, что обычно стоит немалых денег.
 В таких моделях филенки изготавливаются из тонких листов ДВП или фанеры, которые фиксируются внутри вырезов.
В таких моделях филенки изготавливаются из тонких листов ДВП или фанеры, которые фиксируются внутри вырезов.Изготовление таких полотен основано на соединении каркаса и вставок между собой. Сделать это можно посредством крепления шип-паз, а также при помощи штапиков. Можно сочетать между собой оба этих подхода.
Межкомнатная филенчатая дверь из массива сосны с глухими и стеклянными вставками
Необходимые инструменты и материалы
Чтобы начать изготовление полотна филенчатых дверей своими руками, следует позаботиться о подготовке всех необходимых инструментов и приспособлений. Так как предполагается вытачивание фрагментов с нуля, важно иметь в наличии все подходящие насадки. Для выполнения всего процесса от начала и до конца, в первую очередь вам понадобятся:
Для выполнения всего процесса от начала и до конца, в первую очередь вам понадобятся:
- рулетка;
- карандаш;
- наждачная бумага;
- ножовка для дерева и древесных материалов;
- циркулярная пила;
- шило;
- уровень;
- дрель;
- нож;
- плоскогубцы;
- отвертка;
- стамеска;
- насадки для фрезеровки.
Также заранее следует позаботиться о заготовке крепежных элементов и фурнитуры, вам понадобятся петли, ручка и замок-защелка. Кроме этого, запаситесь маленькими гвоздями без шляпок и столярным клеем или ПВА.
Крепежные элементы и фурнитура
Подбор основного материала
Чтобы своими руками сделать уникальную и надежную филенчатую дверь, одним из важнейших вопросов на этапе подготовки является подбор материалов. Несмотря на разнообразие выбора вставок, основой все же служит древесина, поэтому с неё и следует начать.
Наиболее частым вариантом является изготовление каркаса и коробки из сосны, этот тип древесины хорош тем, что позволяет облегчить конструкцию и хорошо поддается обработке, к тому же стоит сосна не так уж и много. Минусом является то, что даже при хорошей сопротивляемости влаге и перепадам температуры, древесина не прослужит вам слишком долго. А при обработке морилкой и лаком нужно произвести обессмоливание материала.
Минусом является то, что даже при хорошей сопротивляемости влаге и перепадам температуры, древесина не прослужит вам слишком долго. А при обработке морилкой и лаком нужно произвести обессмоливание материала.
Альтернативный вариант – лиственница. Эта древесина вполне доступна, а вот показатели прочности и долговечности у неё гораздо выше, нежели у предыдущего материала. Конечно, обойдется она дороже, но и толку от неё будет больше.
Также для дверей можно использовать следующие породы древесины:
- дуб,
- бук,
- береза,
- тик,
- клен,
- и т. д.
Можно комбинировать несколько материалов, в том числе и дерево разных пород. Что касается вставок, оптимальным вариантом является использование ДВП или фанеры. Для кухонных дверей или для оформления входа в гостиную лучше добавить верхние вставки из стекла. Для более изысканных изделий подбирается древесина, её листы оставляют плоскими, срезают фаски или же создают резьбу. Все зависит от умений и пожеланий самого мастера.
Изготовление каркаса
Так как сделать прочную филенчатую дверь своими руками лучше всего из дерева, рассмотрим подробнее именно такой вариант. В первую очередь для определения размера будущей двери вам нужно оформить дверной проем. Для этого следует соорудить коробку, как правило, используется деревянный брус. Заготовки подходящей ширины и толщины можно приобрести на строительном рынке, в таком случае вы сэкономите время, ведь вам не нужно будет выпиливать выступы и выемки, а также мудрить со способами крепления элементов.
После того как коробка будет установлена и окончательно зафиксирована в своем положении, нужно замерить проем, так вы определите габариты дверного полотна. При этом следует отнять от полученных цифр около 5 миллиметров для обеспечения оптимального зазора между дверью и коробом.
Варианты каркаса филенчатой двери из дерева
Пожалуй, самая ответственная часть процесса конструирования и сборки – изготовление каркаса филенчатой двери. Для этого лучше всего брать массив дерева толщиной не менее 50 мм. Из материала необходимо выпилить согласно разметке боковые и поперечные планки. Например, для стандартной двери с шестью прямоугольными филенками вам понадобятся:
Для этого лучше всего брать массив дерева толщиной не менее 50 мм. Из материала необходимо выпилить согласно разметке боковые и поперечные планки. Например, для стандартной двери с шестью прямоугольными филенками вам понадобятся:
- боковые вертикальные стойки – 2 шт.;
- центральная вертикальная стойка – 1 шт.;
- верхняя и нижняя поперечная планка – по 1 шт.;
- внутренние поперечные планки – 4 шт.
Количество и размер элементов зависят от конкретного проекта филенчатой двери.
Все детали соединяют между собой методом шип-паз и дополнительно смазывают стыки столярным клеем. Для эстетического восприятия и удобства дальнейшей работы, с внутренней стороны планки срезаются под углом, создавая таким образом фаску.
Изготовление филенок
Следующий пункт в вопросе, как самому сделать качественную филенчатую дверь, касается внутреннего заполнения. Изготовление филенок во многом зависит от типа выбранного материала. Можно комбинировать вставки, например, снизу ставить дерево или фанеру, а сверху – стекло.
Можно комбинировать вставки, например, снизу ставить дерево или фанеру, а сверху – стекло.
Если вы решили использовать массив дерева, подыщите подходящие по толщине и габаритам листы, чтобы не пришлось клеить между собой части филенки. Для удобства крепления вытачиваются соединения все тем же методом шип-паз.
Удобнее всего проводить окончательную сборку дверей с уже готовыми филенками. В таком случае выполняется принцип конструктора. Вначале нужно скрепить между собой одну сторону, а затем, передвигаясь снизу вверх, соединить все элементы, подгоняя их вплотную друг к другу. Если же вы используете штапики, порядок работ не принципиален.
Схема монтажа филенок
Для стеклянных вставок можно использовать цветное стекло, гладкое или рельефное, а также обычное с наклеенной на него декоративной пленкой. Отличный вариант – витражи, если вы обладаете навыками росписи стекла, обязательно используйте их при изготовлении филенчатой двери.
Декорирование
Завершающим этапом в изготовлении дверей с филенками своими руками является их декорирование. Это делается не только для эстетических целей, но и с учетом увеличения показателей прочности и надежности изделия. Если вы использовали натуральную древесину, лучше всего покрыть её морилкой и лаком. Такая пропитка создаст защитную пленку для материала, а лак дополнительно убережет его от влаги, грибка и насекомых.
Это делается не только для эстетических целей, но и с учетом увеличения показателей прочности и надежности изделия. Если вы использовали натуральную древесину, лучше всего покрыть её морилкой и лаком. Такая пропитка создаст защитную пленку для материала, а лак дополнительно убережет его от влаги, грибка и насекомых.
Также изделие можно выкрасить в нейтральные или, наоборот, яркие цвета, подбирать расцветку следует под интерьер. Если этот вариант не для вас, попробуйте облицевать полотно шпоном, пленкой или ламинатом.
Декорирование филенчатой двери с помощью покраски
Очень интересное решение – создание контраста между каркасом дверей и филенками. Например, можно покрасить вертикальные и поперечные планки, а вставки украсить орнаментом, рисунком или просто выкрасить в другой цвет. Отличный способ – поклейка пленки, обоев или ткани.
Что касается стеклянных вставок, их вы тоже можете украсить своими руками. Для этого понадобится простое флоат-стекло и ваша фантазия. Вы можете создать уникальную роспись на его поверхности, сымитировать настоящий витраж или просто наклеить полупрозрачную пленку. При желании можно нанести на поверхность ваши любимые фото и прочие изображения.
Вы можете создать уникальную роспись на его поверхности, сымитировать настоящий витраж или просто наклеить полупрозрачную пленку. При желании можно нанести на поверхность ваши любимые фото и прочие изображения.
Как видите, сделать своими руками филенчатую дверь совсем несложно, главное, чтобы было желание, терпение и творческое мастерство.
Рекомендуем посмотреть видео
Какая технология изготовления филенчатой двери?
В начале ответа на ваш вопрос, хочу вспомнить поговорку:»Нет ничего постоянного, чем временное». Думаю, Вам понятна суть этой поговорки.
А теперь непосредственно о дверях:
- филенчатые двери изготовить самостоятельно можно, но необходимо иметь навыки и минимальный набор инструментов и станков (фуговальный, сверлильный, фрезерные станки, рейсмус, струбцины, разметочный инструмент, стамески, киянка,шлифовальная машинка со шкурками различной шероховатости и еще много чего;
- покраску или лакировку лучше производить с помощью краскопульта, а не кисточками или валиками;
- выбрать оптимальный для Вас вариант филенчатой двери- использовать клееную филенку из дерева или в качестве филенки использовать ДСП, фанеру или ДВП.

Если во главе вопроса стоит экономия денежных средств- рассмотрите вариант самостоятельного изготовления или приобретения клеенных щитовых дверных блоков, предложений по которым в торговых сетях огромное количество. При этом есть бюджетные варианты хорошего качества и внешнего вида.
Что касается технологии изготовления филенчатой двери к примеру из сосны (наиболее дешевый материал), то основные этапы следующие:
- приобретение и заготовка сухого леса;
- для изготовления самой простой филенчатой двери Вам понадобится 2 стоевых бруса 2200х150х50 мм и 3 поперечных бруса 1000х150х50 мм, а также доска для склеивания непосредственно филенок;
- Основные этапы заготовки деталей для двери представлены на фото ниже:
- Все шиповые соединения на этапе сборки необходимо проклеивать (клей ПВА или другие клеи по дереву) между собой;
- изготовление дверной коробки;
- навешивание замков, ручек, навесов;
- шлифовка и окраска;
- установка дверного блока.

Желаю успехов, но предупреждаю- отсутствие навыков, инструмента и желания может может привести не к экономии, а к увеличению затрат и покупке готовых дверей.
Филенчатые двери своими руками
Сейчас в моду входят скрытые межкомнатные двери. Они выглядят просто и изящно. Как это выглядит можно посмотреть тут: https://berezha.com.ua/skryityie-dveri/ Ну, а если вы решили установить у себя филенчатые двери, то не обязательно их покупать: сделать их можно самостоятельно.Чем самодельная дверь лучше фабричной?
В необработанную древесину впитывается влага, а изолированные от внешней среды филенки и нагели постепенно усыхают. Уже через год они легко перемешаются в своих пазах, а прочность крепления филенок и рамы нарушается.
Иногда бывает проще и дешевле сделать новые двери, чем ремонтировать старые.
Изготовление дверей своими руками доступно даже начинающему мастеру: для их создания достаточно следовать инструкциям.
Как сделать дверь своими руками?
- Определяем размеры готового полотна. Для этого измеряем дверную коробку. Готовая дверь должна быть на 4 мм меньше ширины коробки. По краям нужно оставить по 2 мм на прилегание.
- Наносим разметку на оргалит. Вырезаем две заготовки для дверного полотна. Нужно помнить: чем выше качество ДВП, тем меньше трудозатрат придется на изготовление и последующую отделку двери, тем дольше и надежнее получится сама дверь.
 Для этого измеряем дверную коробку. Готовая дверь должна быть на 4 мм меньше ширины коробки. По краям нужно оставить по 2 мм на прилегание.
Для этого измеряем дверную коробку. Готовая дверь должна быть на 4 мм меньше ширины коробки. По краям нужно оставить по 2 мм на прилегание.К содержанию ↑
Делаем раму самостоятельно
Для рамы лучше брать доски:
- Хвойные: они менее подвержены гниению.
- Хорошо высушенные: чтобы при усыхании не изменились размеры.
Если на досках есть сучки или небольшие повреждения, ничего страшного: на качестве коробки они не скажутся.
Полезное видео по теме
Процесс изготовления обвязки для двери в подробностях в смотрите в этом видео:
Тщательно измеряем высоту и ширину дверного проема, по его размерам изготавливаем раму из бруса 50 мм. Ширина рамы должна соответствовать ширине проема. Важно: между готовой дверью и торцами проема нужно оставить зазоры, это следует учесть при сборке коробки. Свободное пространство наполняют паклей (пеной) и укрывают наличником.
Ширина рамы должна соответствовать ширине проема. Важно: между готовой дверью и торцами проема нужно оставить зазоры, это следует учесть при сборке коробки. Свободное пространство наполняют паклей (пеной) и укрывают наличником.
Начинающему мастеру проще изготовить дверь из шести филенок. Для их крепления потребуется:
- Вырезать две основные боковые стойки размером 80х50 или 100х70(по ширине и толщине).
- Две горизонтальные поперечины такой же ширины и толщины для укрепления низа и верха.
- Рейка-перемычка.
- Четыре срединных поперечины.
В перемычке выпиливаем шип, в боковых стойках пропиливаем пазы. Оптимальные их размеры: длина 8-10 см, ширина и глубина — 1,5 см. Шипы и пазы необходимы для соединения вертикальных и горизонтальных деталей.
Концы поперечин так же обтачиваются под шипы, а на их боковинах прорезаются фаски. Сюда будут вставляться филенки.
К содержанию ↑
Делаем филенки своими руками
Проще всего изготовить их из массива доски, а дешевле — собрать по частям, из нескольких досок. Для этого в заготовках (в зеркальном порядке) выпиливаются шипы и пазы. Глубина последних — 1,5 сантиметра. Если филенка собирается из очень тонких досок, то вместо выпиливания шипа можно использовать соединительную вставку, которая скрепит детали между собой (для этого потребуется клей). Как только клей высохнет, по периметру филенки делаем косые спилы так, чтобы полоска плотно «села» в фаски.
Для этого в заготовках (в зеркальном порядке) выпиливаются шипы и пазы. Глубина последних — 1,5 сантиметра. Если филенка собирается из очень тонких досок, то вместо выпиливания шипа можно использовать соединительную вставку, которая скрепит детали между собой (для этого потребуется клей). Как только клей высохнет, по периметру филенки делаем косые спилы так, чтобы полоска плотно «села» в фаски.
Полезное видео по теме
Для более подробного рассмотрения процесса рекомендуем 19-минутное видео, где профессиональный мастер расскажет, как делать филенку для двери:
После этого на плоскости прорезаем фигареи: те самые декоративные элементы, которые делают филенчатую дверь, собранную в мастерской самостоятельно, неповторимой. Полученное изделие тщательно шлифуем, раскрывая красоту дерева.
К содержанию ↑
Сборка конструкции
Полностью собираем дверь, пока не используя клей.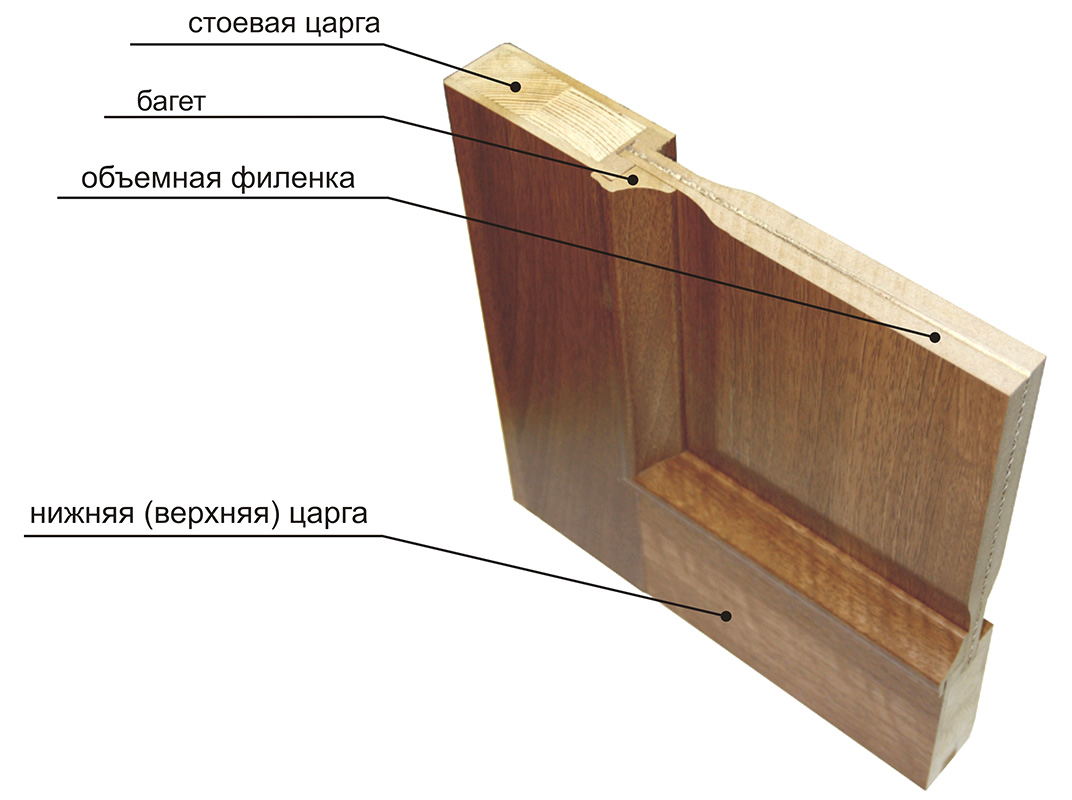 Подгоняем все детали, подтачиваем шипы, проверяем стыки. Подравниваем торцы, убираем все лишнее, словом, приводим не склеенную пока дверь в надлежащий вид. Филенки нужно выровнять со стойками, скрепить их деревянными штырями. Чем тщательнее проделывается эта работа, тем эстетичнее и долговечнее получится дверь.
Подгоняем все детали, подтачиваем шипы, проверяем стыки. Подравниваем торцы, убираем все лишнее, словом, приводим не склеенную пока дверь в надлежащий вид. Филенки нужно выровнять со стойками, скрепить их деревянными штырями. Чем тщательнее проделывается эта работа, тем эстетичнее и долговечнее получится дверь.
Когда все детали стоят на своих местах, дверь разбирают. Неопытный мастер может нумеровать детали, чтобы не перепутать их в процессе окончательной сборки.
Все части промазываются клеем. Дверь снова собирается. Пришла пора сушки. Сушить дверь нужно обязательно лежа и обязательно под равномерным гнетом. Как только клей высохнет, дверь можно использовать по назначению.
Читайте также:
филенчатые двери — схема, фото, конструкция
Филенчатые двери – это, пожалуй, самый распространенный тип межкомнатных дверей.
Полотно состоит из обвязки (рамы) и филенки (внутренней части).
Филенка может быть одна
две
три
или несколько:
Силовым каркасом служит именно обвязка. Она задает двери строго прямоугольную форму и не дает «гулять» в угловых или центральных соединениях. Стойки и горизонтальные брусья всегда жестко соединены с помощью дополнительных элементов (как правило, это шканты или шиповое соединение), а также дополнительно могут быть стянуты винтовым крепежом.
Она задает двери строго прямоугольную форму и не дает «гулять» в угловых или центральных соединениях. Стойки и горизонтальные брусья всегда жестко соединены с помощью дополнительных элементов (как правило, это шканты или шиповое соединение), а также дополнительно могут быть стянуты винтовым крепежом.
Филенки же не закреплены в обвязке наглухо, они держатся за счет своей геометрии, других конструктивных элементов (например, штапиков) и силы трения между отдельными деталями. Такая конструкция прекрасно переносит изменения температуры и влажности в помещении – филенки внутри каркаса могут сжиматься или расширяться сколько угодно, не оказывая влияния на общую форму изделия.
Каркас, как правило, делается из клееного бруса. Филенка может быть сделана из чего угодно.
В дверях из массива, например, все детали сделаны только из дерева, а в шпонированных филенки часто делают из ДСП и уже затем покрывают шпоном – так можно удешевить полотно без потери прочности. В остекленных моделях часть филенок (или даже все) могут быть заменены стеклом.
Это, в свою очередь, дает простор для фантазии дизайнерам, а фантазия, как мы знаем, не имеет границ. Кто сказал, что филенки обязательно должны быть прямыми?
(иображение)
Идем дальше.
Филенки делятся на несколько видов:
- гладкие (или прямые) – имеющие одинаковую толщину по всей площади, меньшую, чем толщина обвязки (недорогие или технические двери, где важен не внешний вид, а практические свойства или конечная стоимость)
- объемные – с тонкими краями, заходящими в пазы рамы, и утолщенной средней частью (подавляющее большинство филенчатых межкомнатных дверей)
- наплавные – имеющие одинаковую толщину, равную толщине каркаса (редко встречающийся тип, в основном входные деревянные двери).
| гладкая | объемная | наплавная |
Гладкие филенки, как уже говорилось, самые прагматичные из всех.
Объемные предоставляют возможность задать стиль готовой двери: филенка может быть толще или тоньше, иметь разные углы и радиусы скосов, количество и форму их фрезеровки, различные способы оформления соединений и т.д.
Наплавные филенки кроме декоративной цели выполняют еще и практическую — их конструкция позволяет сфомировать в дверном полотне утепляющий слой. При изготовлении такой двери каркас выполняется из более толстого, чем обычно, бруса – это необходимо для того, чтобы вырезать в нем два паза, расположенных параллельно друг другу, и оставить между ними место под теплоизолирующий материал. Наплавные филенки при этом устанавливаются с обеих сторон, а в процессе сборки двери между ними закладывается утеплитель.
Соединение филенки с обвязкой тоже бывает разным:
Виды филёнок:
а — гладкая; б — наплавная; в — с рамкой; г — с фигареей; д — с окладными калёвками;
1 — брусок обвязки; 2 — средник; 3 — филёнка; 4 — рамка; 5 — наплав; 6 — фигарея; 7 — калёвка.
прямое (простой шип-паз) – двери с гладкими или наплавными филенками. Паз отфрезерован (вырезан) в обвязке, шип – на филенке. Либо и там и там, как в случае с наплавной филенкой, где боковая стенка паза является еще и декоративным элементом, закрывающим соединение («наплывающим» на него — отсюда и термин)
фигарейное – детали обрабатываются специальными «фигарейными» фрезами: на раме создается фигурное углубление, а по периметру филенки выступ такой же формы. Этот тонкий край филенки вставляется в ответный паз рамы, образуя дверное полотно.
Багетное – когда филенка вставляется в положенное ей место между брусьями обвязки и закрепляется штапиком или багетом (калевкой).
ДЕРЕВЯННЫЕ ФИЛЕНЧАТЫЕ ДВЕРИ — КОНСТРУКЦИЯ, ПОКУПКА, УСТАНОВКА
Двери – это важная составляющая часть каждого жилища. Помимо прочности, желательно, чтоб в их основе присутствовал экологически чистый материал, дабы здоровью домочадцев ничто не угрожало.
Долговечность дверей зависит не только от технологии производства, но, и от сырья, которое станет основой будущего изделия. Чтобы конструкция прослужила вам как можно дольше, идеальным вариантом будут межкомнатные двери филенчатые, изготовленные из высококачественных пород дерева. Заметим, что в процессе изготовления, производитель берет за основу не цельные куски дерева, а формирует полотно, собирая его из различных брусков-филенок. Такая конструкция будет довольно легкой, что очень удобно при доставке и дальнейшей установке. Кому же нужны громоздкие и неуклюжие двери?!
Чтобы конструкция прослужила вам как можно дольше, идеальным вариантом будут межкомнатные двери филенчатые, изготовленные из высококачественных пород дерева. Заметим, что в процессе изготовления, производитель берет за основу не цельные куски дерева, а формирует полотно, собирая его из различных брусков-филенок. Такая конструкция будет довольно легкой, что очень удобно при доставке и дальнейшей установке. Кому же нужны громоздкие и неуклюжие двери?!
Изготовление филенчатых дверей — технология
Процесс изготовления требует заготовки идеально ровных частей дерева, именно они и послужат основой будущего качественного изделия, с максимально ровной поверхностью. Заготовки подвергаются значительным обработкам; высушенные до определенной влажности, они проходят тщательный отбор. Идеально подобранные и избавленные от дефектов полотна, переходят к процессу склеивания, образуя основу для формирования будущей двери.
Готовые к применению двери отличаются по цвету и качеству, что определяет их предназначение. Основные породы дерева, из которых изготавливают будущий продукт, это: орех, сосна, дуб, бук и ясень. В случае, когда вы не можете себе позволить приобрести изделие из твердых пород дерева, на замену приходит легкий, экологически безопасный продукт, выполненный из мягких сортов древесины – сосны или МДФ. К примеру, двери из сосны филенчатые, очень гармонично вписываются в межкомнатное пространство и способны дополнить любой интерьер!
Основные породы дерева, из которых изготавливают будущий продукт, это: орех, сосна, дуб, бук и ясень. В случае, когда вы не можете себе позволить приобрести изделие из твердых пород дерева, на замену приходит легкий, экологически безопасный продукт, выполненный из мягких сортов древесины – сосны или МДФ. К примеру, двери из сосны филенчатые, очень гармонично вписываются в межкомнатное пространство и способны дополнить любой интерьер!
Покупка и установка филенчатых дверей
Важным показателем при покупке качественных дверей является наличие сертификата у официального производителя. Данный документ способен внушить уверенность покупателю и подтвердить, что характеристики изделия соответствуют законодательным нормам по эксплуатации и стандартам изготовления дверей.
Широкой популярностью на рынке межкомнатных дверей пользуется входная дверь филенчатая. Благодаря каркасной системе такой продукт сегодня на пике популярности. Явным преимуществом в данном случае является то, что изделия легки и устойчивы к влаге, имеют высокий уровень изоляции и отличаются долгой службой.
Явным преимуществом в данном случае является то, что изделия легки и устойчивы к влаге, имеют высокий уровень изоляции и отличаются долгой службой.
Перед покупкой, обязательно сделайте замеры дверного проема, и уже непосредственно на объекте, вам будет легче определиться с выбором. Подобрав подходящий вариант, обратите внимание на внешний вид, детальнее осмотрите все соединения конструкции и вставки, а также, проверьте на наличие трещин. Качество превыше всего и действительно достойный продукт должен быть ровный по всему периметру, без бороздок и потеков лака.
Установка двери – процесс, который требует внимания, определенных навыков работы с деревом и лучше его доверить профессионалам. Но, в целях экономии можно попытаться осилить данный этап и самим. Изучив ход необходимых действий, пригласив дополнительную помощь в лице соседа, вы сможете собственноручно выполнить основные комбинации, такие как: разметка дверного полотна и проема, врезка петель, сборка дверного блока, установка дверной коробки и наличников. Используя дополнительные электроинструменты, вы упростите себе задачу, и осилите столь нелегкую технологию.
Используя дополнительные электроинструменты, вы упростите себе задачу, и осилите столь нелегкую технологию.
Тщательно отобранное и установленное по всем стандартам изделие, способно прослужить долгие годы, не теряя свой внешний вид и качество!
Рекомендуем ознакомиться:
Автор — Антон Писарев
Изготовление обвязки для филенчатых дверей. Изготовление филенчатой двери
Самые красивые и более сложные в изготовлении – филенчатые двери. Иногда их внешний вид напоминает двустороннюю плитку шоколада, где прямоугольные дольки и есть филенки.
Существует несколько разновидностей филенок декоративного и целевого назначения. Гладкие филенки с отодранными калевками применяются как для входных, так и для межкомнатных дверей. Двери с наплавными и фигарейными филенками должны быть защищены от непогоды, входные двери с такими филенками допустимы в подъезде или для застекленного балкона.
Для изготовления дверей, подбирается хорошо и правильно просушенная древесина хвойных или лиственных пород. Выбор очень широк, от сосны, бука, ореха до дуба и красного дерева. В зависимости от сорта древесины, определяется сложность обработки и формируется цена на двери межкомнатные филенчатые. Важно, чтобы доска имела однородную монолитную структуру, без сучков, трещин, перепадов цвета и других видимых изъянов.
Выбор очень широк, от сосны, бука, ореха до дуба и красного дерева. В зависимости от сорта древесины, определяется сложность обработки и формируется цена на двери межкомнатные филенчатые. Важно, чтобы доска имела однородную монолитную структуру, без сучков, трещин, перепадов цвета и других видимых изъянов.
Структура и компоновка филенчатых дверей
Филенки заполняют пространство между переплетом и обвязкой деревянной двери. Края филенок обрабатываются на скос, таким образом, чтобы они легко входили в шпунты (пазы) обвязки и переплета.
- Для изготовления дверей филенчатых, сосна — наиболее распространенный материал. Сосновая доска имеет приятный медово- желтый цвет, красивую текстуру и хорошо поддается обработке. Природные антисептики, присутствующие в текстуре древесины способствуют долговечности дверей из сосновой доски.
- Обвязка для комнатных филенчатых дверей делается из хорошо просушенной доски не менее 5 см толщиной. Для переплетов используется равный или более тонкий брус, или доска, в зависимости от дизайна филенчатых дверей. Хорошо шлифованные доски деревянной обвязки соединяют на одинарный или двойной шип. Как правило, на вертикальных досках делаются проушины, а на коротких горизонтальных – шипы.
- На шлифованных и размеченных досках делается шип толщиной от 16 мм, шпунт и паз шириной от 12 мм. Шипы и проушины запиливают электрическим лобзиком. Шпунт выбирается шпунтубелем, и делают калевки. Конструкция собирается на клею, выравнивается по прямым углам и фиксируется шипами. Дополнительно укрепляется саморезами или гвоздями.
 Хорошо шлифованные доски деревянной обвязки соединяют на одинарный или двойной шип. Как правило, на вертикальных досках делаются проушины, а на коротких горизонтальных – шипы.
Хорошо шлифованные доски деревянной обвязки соединяют на одинарный или двойной шип. Как правило, на вертикальных досках делаются проушины, а на коротких горизонтальных – шипы. Виды филенок для деревянных дверей
Филенки делают из тонкой сплоченной доски или фанеры-переклейки. Иногда из древесностружечной плиты, с фигурно обработанными краями по периметру. Иногда, в качестве декора, используют накладки, которые садят на клей и фиксируют мелкими гвоздиками. Разнообразные виды филенчатых дверей, фото которых всегда можно найти в интернете, позволят подобрать подходящий вариант соответствующий вашему вкусу.
Утепленные филенки для наружных входных дверей
Наплавные филенки делают, как правило, для утепления входных дверей. Наплав, может быть как с одной стороны, так и двухсторонний.
Наплав, может быть как с одной стороны, так и двухсторонний.
- Каркас двери делается из более толстой доски или бруса, позволяющий сделать выборку для двух параллельных шпунтов. Свободное пространство заполняется утеплителем. Для начала собирается одна из плоскостей двери, затем укладывается утеплитель, лучше всего подойдет минеральная вата, а затем монтируется вторая филенчатая плоскость.
- Иногда, для придания эстетического вида или для красоты, филенки берут в деревянные багетные рамки. Рамки снабжают гребнями и таким образом вставляют в пазы, выбранные в досках обвязки. Утепленные односторонние филенчатые двери, делаются полуторцевым методом. С фасадной стороны дверей, на каркасе делается выборка калевки. Для монтажа филенок достаточно сделать пазы или шпунты глубиной 15 – 20 мм.
Филенки с фигареями для деревянных межкомнатных дверей
Фигарея – это утолщенная часть филенки, утончающаяся к кромке. Из сплоченных сосновых досок, толщиной не более 50 мм делают филенки с фигареями. По форме филенки бывают квадратными или прямоугольными с фугованными кромками по периметру. Края кромки обрабатываются зензубелем или фигарейным стругом. Собирается каркасная рама с такими филенками в продольные пазы на столярный клей.
По форме филенки бывают квадратными или прямоугольными с фугованными кромками по периметру. Края кромки обрабатываются зензубелем или фигарейным стругом. Собирается каркасная рама с такими филенками в продольные пазы на столярный клей.
Деревянные двери с наплавными филенками
- Наплавные филенки проще фигарейных. На дверном полоне, делается разметка, и выполняются крепежные шипы. Филенки изготавливаются отдельно, примерно на 2 мм меньше по периметру краев обвязки дверей. Зазор позволяет предотвратить деформацию двери во время усушки.
- Нижний край входных филенчатых дверей делают обычно усиленным. Помимо близости нижнего края входных парадных дверей к грунту и большего воздействия природных явлений на эту часть двери (сырость, грязь, брызги из луж и т.д.), у многих есть вредная привычка — открывать или придерживать дверь ногой.
- Для этого, нижнюю часть обвязки делают из доски или наборного сплоченного бруса до 25 – 30 см высотой. Дополнительно нижняя часть обшивается тонкой листовой медью, латунью или другим нержавеющим металлом.

Сборка и склеивание деревянных филенчатых дверей
Свои особенности имеет сборка и сплачивание на клей филенчатых дверей. Перед склеиванием, все узлы собранной на сухую филенчатой двери отпускают и немного раздвигают. Так, чтобы конструкция удерживалась на кончиках шипов. Филенка извлекается из гнезда и по периметру промазывают столярным клеем. Промазываются также открытые части шипов и пазы, во всех доступных местах. Дверь выставляется по угольнику, проверяется по углам и диагоналям, укладывается в наймы, где надежно и плотно фиксируется до полного высыхания клея.
Благодаря
высокой механической прочности, легко обрабатываемости, небольшой плотности,
низкой теплопроводности, красивой текстуре древесину применяют для изготовления
столярно-строительных изделий, мебели и товаров культурно-бытового назначения.
При нормальных условиях эксплуатации конструкции из древесины сохраняются много
лет. Широко применяются деревянные клеевые конструкции в жилых, общественных и
производственных зданиях, а также при изготовлении мебели. Применение клеевых
Применение клеевых
конструкций позволяет использовать маломерные отходы путем их склеивания в
элементы столярных изделий.
Большое
значение придается рациональному использованию древесины за счет максимального
использования древесных отходов путем переработки их в технологическую щепу,
применяемую для изготовления ДВП и ДСП. Эти плиты используются в строительстве,
в качестве облицовочного материала для изготовления дверей щитовой конструкции,
перегородок, а также являются основным
конструктивным материалом для производства мебели.
Увеличение
выпуска столярных изделий и мебели, как и других видов промышленной продукции,
предусмотрено за счет ускорения темпов роста производительности труда, повышения технического уровня
производства, более эффективного использования производственных мощностей и основных
фондов. Эти мероприятия будут проводиться за счет реконструкции действующих и
строительства новых предприятии с применением прогрессивных технологических
процессов изготовления деталей и изделий, модернизации оборудования,
механизации и автоматизации технологических процессов развития новых форм
организации труда и социалистического соревнования. На многих предприятиях
На многих предприятиях
используются высокопроизводительные деревообрабатывающие станки и другое специализированное
оборудование, полуавтоматические и автоматические линии отечественного и
зарубежного производства. Система профтехобразования
стала основной школой подготовки квалифицированных рабочих кадров для народного
хозяйства страны.
Дверные
полотна могут быть рамочные и щитовые. Филенчатые двери состоят из вертикальны,
горизонтальных и средних брусков, толщина которых зависит от размеров дверных
полотен. Просветы между обвязочными брусками и средниками заполняют щитами –
филенками, а в верхней части ставят стекло. Филенки изготовляются из сухих
досок, фанеры или из древесностружечной и древесноволокнистой плиты. Для
наружных дверей лучше применяют дощатые филенки. Все филенки устанавливаются в
паз или наплав. При соединении в наплав филенку с противоположной от наплава
стороны закрепляют фигурной раскладкой. Такие раскладки применяют и для
крепления стекол.
При
наличии одного полотна в коробке двери называют однодольными, а при наличии 2-х
— двупольными.
Двери
изготавливают в соответствии с ГОСТ
475-78 и рабочих чертежами. Отклонение от номинальных размеров дверных блоков и
сборочных единиц (полотна, коробка) должны соответствовать ГОСТ 6449.1…5-82.
Отклонение от номинальных размеров зазоров в притворах должны быть не более +
2мм, а в изделиях высшей категории качества – не более + 1,5 мм.
Не плоскостность
дверных полотен не должны превышать
0,15%, а в дверях высшей категории качества – 0,1% наибольшего их размера по
высоте, ширине и диагонали.
Неперпендикулярность
сторон дверных полотен не должна быть более 0,8, а двери высшей категории качества 0,5.
На лицевых
поверхностях полотен, коробок провесы
деталей, не имеющих фасок в местах сопряжений, не допускаются.
Рюмочные
глухие дверные полотна состоят из обвязки, средников и филенок. Бруски обвязки
и средников изготавливают из древесины хвойных пород не облицованными или
облицованные древесиной лиственных пород. Филенки изготавливают из древесины
лиственных и хвойных пород, столярной, ДВП и фанеры.
Концевые
соединения брусков обвязки рюмочных дверей выполняют на открытые сквозные
одинарные или двойные шипы, срединные соединения – на несквозной шип.
Соединение дополнительно крепят нагелями. Толщина полотен рюмочных стандартных
дверей принимается 30…40 мм.
Двери,
как и окна, состоят из блоков, в которые входят дверные коробки и дверные
полотна. Дверная коробка состоит из четырех брусков, связанных между собой
шипами на клею. Боковые и верхние имеют фальцы, в которые входят кромками
навешенное дверное полотно. Нижний брусок является порогом и устанавливается на
уровне чистого пола. Коробки межкомнатных дверей в большинстве случаев не имеют
порога, т.е. состоит только из трех брусков. Вертикальные бруски таких коробок
делают более длинными, чтобы пропустить их в настил пола и там скрепить
распорным бруском.
В зависимости от
назначения двери бывают:
1. внутренние (межкомнатные,
кухонные, санузлов, кладовок)
2. входные (с лестничных
клеток в квартиры)
3. наружные (входные в здания, тамбура)
наружные (входные в здания, тамбура)
4. специальные
(противопожарные, дымозащитные)
5. двери-лазы для прохода
на крышу и технического помещения
Большинство
дверных полотен изготавливают с непрозрачным покрытием и только при
изготовлении дверей из древесины твердых лиственных пород, хвойных и цельных
пород, хорошо подобраны по цвету и текстуре, а также облицованных шпоном
применяют прозрачную отделку.
Обвязку
и середняки делают из брусков толщиной 54 мм и 44 мм, ширина брусков верхнего и бокового 94 мм, нижнего 188 мм или 376 мм. Ширина вертикальных середняков
74 мм,
горизонтальных середняков 77 и 94
мм. Если середняк один его делают 148 мм. Ширина брусков
считается вместе с калевками на их
кромках, но без раскладок. Бруски обвязки толщиной 54 мм вяжут двойным шипом, а
44 и 34 мм
– одинарным шипом. Толщина филенок 22 мм при толщине обвязки 54 мм; 19 мм при 44 мм; Если филенка из
фанеры, соответствует 16 мм
и 8 мм.
Бруски
обвязки и средники изготавливают из древесины хвойных пород, необлицованными
или облицованными древесиной лиственных пород.
Филенки
изготавливают из древесины лиственных или хвойных пород. Хвойные породы в
народном хозяйстве России имеют преобладающее значение. Наибольшее
хозяйственное значение имеет древесина сосны и ели, а затем лиственницы, пихты
и кедра. Сосна занимает около 1/6
площади всех лесов России. Более распространенной породой является сосна
обыкновенная. Она произрастает от западных границ страны до реки Амура и
Уссури, от Крайнего Севера до границ черноземной полосы; сосна растет в Крыму и
на Кавказе. Древесину сосны используют для изготовления дверей, окон,
перегородок, для изготовления строительных деталей. Древесина сосны занимает
главное место в лесном экспорте России.
Для
изготовления дверей повышенной влагостойкости применяют древесину хвойных
пород: сосны, ели, пихты, лиственницы и т.д., а для изготовления дверей можно
применять древесину: березу, ольху, сосну, липу.
Влажность
древесины, используемой для наружных
коробок, должна быть в пределах 12+3%, а для внутренних 9+3%.
Детали дверей могут быть цельными и
клееными по толщине и длине.
Технологическая схема
Для того, чтобы изготовить дверное полотно необходимо:
Берем не обрезанную доску толщиной 50 мм, шириной 300 мм, длиной 2100 мм. Это будут
заготовки бруска обвязки. На станке для продольного раскроя, устанавливаем
заданный размер, приблизительно 130
мм. (от линейки до пилы). Это у нас будет черновой
размер для стоевых. Заготавливаем 3 заготовки
(верхний, средний, нижний брус) длиной по 900 мм, шириной 160 мм.
Заготавливаем
«палочки» размерами шириной 70
мм, длиной 1300 мм, шириной 70 мм, длиной 650 мм. Для изготовления
филенок берем заготовки шириной приблизительно 300 мм и длиной 700 мм (таких нам надо 4
штуки). (при склеивании филенок ширина доски должна быть не менее 5 см). при изготовлении нижней
филенки нам нужны заготовки шириной не менее 5 см и длиной 450 мм и набираем эти брусы
до заданного нам размера.
На
фуговальном станке обрабатываем пластик и кромки, снимая около 3 мм, зависимо от ведености заготовки.
Для
филенок мы обрабатываем обе кромки и
одну пласть. После обработки на фуговальном станке
бруски под филенки идем клеить на вайму. Намазываем клеем один торец каждого бруска. Набираем
столько бруса, чтобы соответствовало ширине заданной филенки с припуском 10 мм, от заданного размера.
При температуре 25-28 0 С заготовка филенки сохнет около 30-40 минут.
На рейсмусовом станке сначала снимаем с одного торца каждой заготовки (нижнего,
среднего и верхнего бруска обвязки) в заданный размер 150 мм, стоевые
до 120 мм,
а полочки на 60 мм.
После,
мы торцуем пласты всех заготовок, за несколько подходов в заданный размер
толщиной 35 мм,
предварительно обрабатываем филенки на фуговальном станке по пласти.
Затем на станке для
поперечного раскроя, каждую заготовку мы вгоняем в нужный нам размер. Шаблоном, на филенке отмечаем границы.
На фрезерном станке
настраиваем глубокий шип с верхнего, нижнего, среднего бруска обвязки. Палочки шипуем мелким шипом. Перестраиваем фрезу на изготовление
мелкого паза. Прогоняем стоевые нижние и палочки. Отодвигаем направляющее для
Прогоняем стоевые нижние и палочки. Отодвигаем направляющее для
изготовления глубокого паза для верхних,
средних и нижних брусков обвязки. Теперь настраиваем врезу и калевки и
прогоняем все заготовки, за исключением филенок. Настраиваем филенчатую фрезу
для прогонки филенок. Кладем все заготовки по очередности на ваймы намазываем клеим и собираем, после сборки проверяем и
нагелем (шкантуем).
После
не длительного высыхания вгоняем в окончательный размер на фуговальном станке.
На шлифовальном станке шлифуем дверь,
выравниваем стыки соединения и всю поверхность с обеих сторон.
Краскопультом наносится тонкий слой лака, зачищают мелко губкой весь ворс. Покрываем
морилкой и тремя слоями лака и все готово.
Деревообрабатывающее
оборудование разделяется на станки общего назначения, станки для специальных
производств и универсальные. К станкам общего назначения относятся станки для
раскроя досок, брусков, щитов, плит; фрезерование по плоскости и профилю;
образованию шипов и проушин; сверления отверстий; образования пазов и гнезд;
окончательной механической обработки и др. К станкам для специальных производств относится
К станкам для специальных производств относится
оборудование, предназначенное для изготовления оконных и дверных блоков,
клееных конструкций. На универсальных станках выполняют различные работы,
например раскрой пиломатериала по длине и ширине, фрезерования, сверления и др.
Ленточные шлифовальные станки предназначены для шлифования деталей и узлов
щитовых и брусковых конструкций. Их применяют для обработки пластей
щитов, облицованных строганным шпоном, а также для шлифования лакокрасочных
покрытий. Ленточные станки могут быть с
подвижным и с неподвижным столом, а также без стола – со свободной лентой.
Станок с подвижным
столом (ШиПС-2М)
1. Размер заготовок, мм
Ширина 800
Толщина 400
2. Ширина ленты, мм 160
3. Скорость шлифования
м/с 26,5
4. Размер стола, мм
Ширина 2000
Ход стола 1120
5. Габаритные размеры, мм
Ширина 1800
Высота 1200
6. Масса, т 0,7
Фуговальные
станки предназначены для продольного фрезерования заготовок из древесины с
целью получения базовой поверхности для дальнейшей обработки деталей. В
В
деревообрабатывающей промышленности применяют фуговальные станки различной
конструкции и ширины строгания.
На
фуговальных станках с ручной подачей работает один рабочий, а с механической –
два.
Станок СФ 4-2
1. Размер заготовок, мм
Наименьшая ширина 400
Наименьшая длина 300
2. Длина стола, мм 2500
3. Число ножей 2
4. Диаметр окружности
Резания, мм 128
5. Наибольшая толщина
Снимаемого слоя 6
6. Габаритные размеры, мм
Ширина 1020
Высота 975
7. Масса, т 0,7
Круглопильный
универсальный станок Ц-6-2 с ручной подачей материала прост по конструкции и в
эксплуатации. На этом станке можно распиливать материал вдоль и поперек
волокон, а также под любым углом. При применении специальной увеличенной каретки на нем можно распиливать плитные
материалы на соответствующие формы.
Станок Ц-6-2
1. Толщина заготовки, мм
Наибольшая 130
2. Ширина заготовки, мм
3. Диаметр пилы, мм 500
Диаметр пилы, мм 500
4. Число пил 1
5. Габаритные размеры, мм
Ширина 890
Высота 1150
6. Масса, т 6,6
На
фрезерных станках можно выполнять разнообразные работы:
Создавать
профили у деталей путем отборки калевок, фальцев, пазов, гребней и др.,
выполнять фрезерование кромок, обрабатывать по периметру дверные полотна и др.
Станок ФС-1
1. Размер заготовок, мм
Высота (толщина) 130
2. Частота вращения, мм -1 6000-8000
3. Диаметр, мм
Фрезы 80-150
Шпиндельной насадки 32
Шипорезного диска —
4. Вертикальное
перемещение
Шпинделя 100
5. Размер стола
6. Габаритные размеры, мм
Ширина 1000
Высота 1045
7. Масса, т 0,7
Рейсмусовый
станок предназначен для обработки заготовок на заданный размер по толщине и
создания у них строго параллельных сторон. Станки выпускаются односторонними с
одним ножевым валом для фрезерования заготовок с одной стороны и двусторонними
с двумя ножевыми валами – для одновременной обработки двух плоскостей. В
В
рейсмусовый станок попадают заготовки, прошедшие обработку на фуговальном
станке. Он имеет ножевой вал и кожухи с шумопонижающим
устройством и надежной ногтевой защитой.
Станок РС 6-9
1. Ширина строгания, мм 630
2. Размеры заготовок, мм
Толщина 5-200
Наименьшая длина 380
3. Наибольшая толщина
снимаемого слоя древесины, мм
Верхним валом 5
Нижним валом —
4. Диаметр ножевого вала,
мм
Верхнего 128
Нижнего —
5. Скорость подачи, м/мин 8-24
6. Частота вращения
Ножевых валов, мин -1
Верхнего 5000
Нижнего —
7. Число ножевых валов
Верхних 4
8. Габаритные размеры, мм
Ширина 1400
Высота 1500
9. Масса, т 1,7
Шлифовальный станок
2 – эксгаустерная
воронка
3 – электродвигатель
4 – шлифовальная лента
5 – утюжник
7 – натяжной шкифф
9 – винт для установки
стола по высоте
Фуговальный станок
1 – задний стол
2 – гайка для настройки
положения заднего стола
3 – ножевой вал
4 – ограждение
6 – ручка настройки
переднего стола по высоте
7 – передний стол
8 – эксгаутерная
воронка
Круглопильный станок
1. Пильный вал
Пильный вал
3. Упорный угольник
4. Ограждение
6. Маховичок
механизма установки пилы по высоте
8. Электродвигатель
Рейсмусовый станок
1 – станина
3 – кнопочное управление
4 – верхний ножевой вал с
приводными роликами
5 – электродвигатель
привода
Фрезерный станок
1. станина
2. суппорт
3. маховичок
подъема суппорта
6 кронштейн
7. воронка (приемная) для
отходов
8. маховичок
для натяжения ремня.
Рейсмусовые станки.
При
работе на этих станках предупредительные упоры необходимо устанавливать во всех
станках независимо от наличия подающих секционных валиком. Спереди стола
дополнительно устанавливают завесу из планок. Рифленые валики не должны иметь
трещин, выбитых ребер, изношенных поверхностей.
Одновременное
фрезерование 2-х или более деталей различной толщины допускается только при
условии надежного прижима подающими валиками каждой из них.
Обрабатываемые
заготовки не должны быть короче, чем расстояние между центрами подающих валиков.
Рейсмусовый
станок обслуживает двое рабочих, основной и подсобный. Основной рабочий берет
деталь из штабеля и укладывает профугованной стороной
на рабочий стол, продвигая ее к передним вальцам. Лучше подавать заготовки
торец в торец. При наличии секционного вальца заготовки небольшой ширины кладут
на стол по несколько штук параллельно друг другу и одновременно надвигают их на
передние вальцы. Разнотолщинность при этом должна
быть в пределах 1- 4 мм.
Фрезерные станки.
На
станках с нижним размещением шпинделя и ручной подачей режущий инструмент
должен быть обеспечен автоматически действующими защитными устройствами. Перед
началом работы необходимо проверять крепление всех движущихся частей, особенно
фрез и ножевых головок. При работе по копиру заготовки необходимо надежно
крепить в цулаге или другом приспособлении. При
фрезеровании коротких деталей по линейке необходимо применять направляющие
колодки или специальные устройства с быстродействующими прижимами.
Шлифовальные станки.
При
работе на ленточно-шлифовальных станках склеенную ленту необходимо нажевать на
шкивы так, чтобы шов располагался по ходу ленты. Нельзя применять шлифовальные
ленты плохо склеенные или с надорванными краями. Работать нужно в перчатках, не
касаясь движущейся шлифовальной ленты.
Круглопильный станок для поперечного
раскроя.
При
работе на этих станках пила должна быть хорошо подготовлена, правильно
установлена, закреплена и защищена автоматически действующим приспособлением:
нельзя стоять вблизи пилы против направления вращения пильного диска. Подавать
заготовку можно только тогда, когда пила находится в исходном положении; перед
подачей заготовок к пиле их концы можно выравнивать на расстоянии от передних
зубьев пилы не меньше чем 0,5
м. Если заготовки
выравнивают на каретке, ее нужно оттянуть от пилы и закрепить собачкой или
крючком, чтобы она опять не приблизилась
к пиле. Каретка для подачи материала
должна быть обеспечена щитками, которые закрывали бы переднюю часть пилы,
которая выходит за упор.
Фуговальные станки.
На
станках с ручной подачей нужно закрывать ножевой вал автоматически действующим
веером, который в процессе фрезерования открывает только ту часть ножевого
вала, по которой проходит заготовка.
На
краях плит стола возле ножевого вала должны быть стальные накладки для подбора
волокон в процессе фрезерования, расположенных на расстоянии 3- 5 мм от круга, который
описывают кожи.
При
продольном (фрезерном) фрезеровании деталей короче 400 мм, уже 50 мм и тоньше 30 мм, при ручной подаче
материала необходимо пользоваться колодкой – толкателем. Ножи не должны
выступать не более чем на 2 мм.
Фуговальные
станки запрещаются применять для продольного фрезерования.
Техника безопасности
Современное
деревообрабатывающее оборудование оснащено быстродействующими режущими инструментами,
механизмами подачи и другими приспособлениями. При работе на
деревообрабатывающих станках нужно знать и строго выполнять следующие общие
правила техники безопасности:
Нельзя начинать работу на станке, не изучив его устройства, эксплуатации и
основных правил техники безопасности;
Работать можно только на полностью исправном станке;
Режущий
инструмент и все движущиеся части должны быть надежно закреплены и защищены;
Перед началом каждой смены нужно проверить исправность приспособлений;
Нельзя
работать на станке со снятым или неисправным защитным приспособлением;
Запрещается тормозить режущие инструменты и другие движущиеся части случайными
предметами;
При
работе на станке нужно быть внимательным, не разговаривать с посторонними;
Нельзя
удалять отходы, чистить и смазывать станок во время работы;
Нельзя класть ключи, линейки и другие инструменты на станок;
При
отключении станка нельзя отходить от
него до полной его остановки.
К
работе с механизированным инструментом могут быть допущены лица, прошедшие
производственное обучение и имеющие соответствующее удостоверение.
Ремонтировать,
регулировать и настраивать механизированный инструмент можно только после его
отключения и полной остановки.
В
заключение данной курсовой работы хотелось бы отметить, что в городе стало
очень много государственных и частных предприятий по изготовлению филенчатых
дверей. Некоторые из них делают такие превосходные двери из здоровой древесины.
Большинство
потребителей предпочитают заказывать двери из древесины, а не из пластика, так
как дерево – самый наилучший и экологически чистый материал для человека,
и несмотря на дороговизну его все равно
покупают.
Основную
массу ввозимого леса доставляют из: г. Владимира, г. Суздаля, г. Новгорода.
Свой лес
не используют, т.к. он с самого рождения «болен» (при спиле в сердцевине ствола
образуются красные пятна, и у него очень большой уровень радиации).
1. «Технология столярно-мебельного
производства». С.С.Шумега.
2. «Конструирование столярно-мебельных
изделий» П.Д. Бобиков
3. «Столярные работы» Л. Н. Крейндлин
Введение
Благодаря
высокой механической прочности, легко обрабатываемости, небольшой плотности,
низкой теплопроводности, красивой текстуре древесину применяют для изготовления
столярно-строительных изделий, мебели и товаров культурно-бытового наз
Изящные деревянные филенчатые конструкции являются украшением любого дома, особенно если они сделаны добротно, качественно, с любовью. Если вы хорошо работаете с деревом, и у вас имеется ручной фрезер и запас терпения, то воплотить планы по производству не промышленной версии филенчатой конструкции в домашних условиях будет вполне реально и своими руками. На фото можно видеть примерную технологию процесса.
Правильно собранные конструкции составлены из непосредственно особых деревянных планок, называемых филенками и добротного каркаса, составляющего основу конструкции. Одно вставляется в другое по принципу шип-паз. В принципе, конструкции подобного типа можно изготовить из любых материалов, но дерево — самый благодарный.
Одно вставляется в другое по принципу шип-паз. В принципе, конструкции подобного типа можно изготовить из любых материалов, но дерево — самый благодарный.
Филенчатая дверь — это не самый простой вариант для изготовления своими руками. Гораздо проще было бы взять монолитный щит. Здесь дело исключительно хозяйского вкуса. Если вы чувствуете в себе силы к такой филигранной работе, то подготовьте рабочее место соответствующим образом. Все необходимые фрезы должны быть всегда под рукой.
Кроме ручного фрезера (диаметр фрезы 12 мм, параметры аппарата, в особенности цанга, должны этому соответствовать) при изготовлении филенчатой конструкции потребуются:
- две концевые фрезы для производства обвязки;
- фигарейный скос качественной филенки делается особой фрезой;
- фреза соединения элементов вдоль своей оси;
А также необходимы следующие материалы:
- Бруски обвязки. Ориентировочно толщина — 19мм., длина — 57 мм. Для каждого дверного проема эти характеристики высчитываются отдельно.
- Мебельный щит. Основа всей затеи. Его толщина стандартна — 16 мм.
- Деревянные бруски в изобилии. Это необходимо для «запаса прочности». С каждым случаются ошибки.
- Лак. Этот элемент не обязателен. Возможно, лакировать вы будете уже в другое время.
- Клей. Обязательный материал.

При изготовлении филенчатой конструкции в домашних условиях есть небольшая хитрость: не обязательно все элементы конструкции должны быть выполнены из массива дерева. Для внутренних частей, скрытых под обшивкой, можно брать ДСП.
Этапы изготовления
- Бруски обвязки. Очень важная часть — рез профиля вдоль оси. Специально выполняют пробный рез для того, чтобы убедиться в добротности и точности соединения блоков профиля и блоков контрпрофиля.
Каждый из брусков укладывается лицевой стороной вниз. Далее на ручном фрезере фрезеруются продольные профили со всех сторон, а контрпрофили фрезеруются особой контрпрофильной фрезой с торцевой части. Подробнее этот процесс можно посмотреть на видео. Для придания индивидуальности работе можно лицевую часть обработать на фрезеровочном станке.
Подробнее этот процесс можно посмотреть на видео. Для придания индивидуальности работе можно лицевую часть обработать на фрезеровочном станке.
- Сращивание щита. Заранее продумывают количество филенок в филенчатой конструкции. То, как они должны располагаться и сколько места занимать. Будет ли в верхней части горбылек, веерообразное окно и т.д.
После того, как решение принято, переходят к изготовлению отдельных филенок. Толщина каждого элемента, естественно, должна быть меньше толщины брусков. Для того, чтоб обработать края готового изделия, ручной фрезер оцентрируют по толщине детали и обрабатываю каждую поверхность отдельно. При этом одни надо обработать в положении лицом вниз, другие — вверх. Это будет зависеть от того, на какой стороне конструкции будет располагаться филенка. При стыковке элементов их толщина имеет первостатейное значение, так как она — показатель того, насколько точно филенка будет сидеть в нужном пазе. Добротное выполнение каждого элемента – залог успеха. Не стоит торопиться, при какой-либо неуверенности в параметрах надо обращаться к черновой заготовке.
Не стоит торопиться, при какой-либо неуверенности в параметрах надо обращаться к черновой заготовке.
Фрезеруемый шип должен входить в паз обвязки легко, без нажима. Не лишним будет убедиться в этом, используя черновую деталь. При указанных выше параметрах окантованных брусков, шип должен иметь размер около 8 мм.
При обработке края филенки получается кромка, называемая фигареей. Рекомендуются на ручном фрезере совершать два-три подхода, снимая не очень значительные слои древесины, каждый раз сверяясь с пазом. При заводском изготовлении на этом этапе производится подборка цилиндрических скантов с особой рифленой поверхностью, что позволяет ускорить процесс. В домашних условиях этим нельзя похвастаться, поэтому процесс вырезания пазов и шипов займет какое-то время и должен быть отточен до мелочей.
- Склеивание и лакировка. Последние действия: введение всех филенок в нужные пазы брусков, склеивание деталей друг с другом и лакировка. Тут важно не переусердствовать. Шлифовать филенчатые конструкции при такой технологии изготовления не обязательно.
 Тут важно не переусердствовать. Шлифовать филенчатые конструкции при такой технологии изготовления не обязательно.
Тут важно не переусердствовать. Шлифовать филенчатые конструкции при такой технологии изготовления не обязательно.Установка филенчатых дверей
Для установки филенчатой конструкции в дверной проем необходимо изготовление короба. Если вы справились с дверью, то смастерить короб своими руками для вас не составит особого труда. Короб состоит из четырех брусков, попарно одинаковой длин: двух стоек, верхнего и нижнего бруска коробки. Он изготавливается в соответствии с параметрами дверного проема. Логичнее его делать тем же соединением «шип-паз», что и саму дверь.
При изготовлении короба необходимо продумать общий дизайн нижнего порога, верхней части короба. Все декоративные элементы также необходимо продумать заранее. Их изготовление на более поздних этапах — большой риск, так как после установки конструкции возможно их повреждение.
Итак, после того, как короб собран, на щит филенчатой конструкции крепят петли (ведь у каждого мастера на все руки под полой скрываются дрель и саморезы). В пазы уже изготовленной и собранной конструкции для большей фиксации вбивают клинья.
В пазы уже изготовленной и собранной конструкции для большей фиксации вбивают клинья.
Устанавливают в нужном месте фиксатор накладного цилиндрового замка, фиксатор врезного замка с накладкой (обычно используют оба вида замков, но здесь все остается на ваше усмотрение). Можно ограничиться только врезным замком. Далее петли конструкции прикрепляют к коробу и отходят в сторону. Если филенчатая дверь не упала, то это победа. Если вес конструкции слишком большой, то надо сменить петли, сделать их более массивными и прочными.
В домашних условиях изготовить и установить филенчатую дверь не так сложно, как кажется. Важно иметь под рукой ручной фрезер, бруски необходимой толщины и не бояться экспериментировать с пазами. Для пробных работ всегда используйте черновую заготовку.
Одним из наиболее популярных видов дверей являются двери с филенкой. Благодаря простоте конструкции и красивому внешнему виду такой тип дверей часто выбирают в качестве межкомнатных и входных.
Они изготавливаются из различных материалов, поэтому не составит труда подобрать цвет и фактуру в соответствии с требованиями общего направления дизайна интерьера.
Кроме того, их вполне по силам сделать самостоятельно, что позволит сэкономить на покупке готового изделия.
Давайте узнаем, как своими руками сделать филенчатую дверь, чтобы она служила вам верой и правдой долгие годы.
Что такое филенка
Филенкой называют вставку в дверное полотно, отличающуюся толщиной или материалом.
Как правило, филенка выполняется из более тонкого массива дерева или фанеры, что придает дверям особую фактурность.
Некоторые участки могут заполняться декоративным стеклом. А разнообразие возможных вариантов выполнения филенки дает простор для творчества и выбора индивидуального дизайна двери.
Материал для филенчатых дверей
Для изготовления дверей потребуется качественный материал. Особенно это касается входных дверей, которые подвергаются неблагоприятным природным воздействиям, таким как снег, дождь, мороз и испепеляющее солнечное излучение.
Как вы сами понимаете, любая древесина здесь не подойдет. Поэтому следует особенно тщательно отнестись к выбору материала.
Поэтому следует особенно тщательно отнестись к выбору материала.
Древесина должна в течение продолжительного времени обеспечивать устойчивость к изменениям влажности и температуры без деформаций и растрескивания.
Наиболее высокое качество имеет древесина клена, тика, березы, бука, дуба и ясеня.
Кроме выбора породы дерева следует внимательно отнестись к качеству просушки древесины. Материал должен быть тщательно высушен, чтобы дверь не извело при изменении температурно-влажностных показателей окружающей среды.
Конструкция дверей
Филенчатые двери состоят из следующих конструктивных элементов:
- обвязка;
- филенки;
- дверная коробка;
- наличники.
Все они показаны на рисунке ниже:
Как видите, для изготовления обвязки используются два вертикальных бруса и два (или более) горизонтальных, соединяемых с помощью шипового соединения. При этом нижний горизонтальный брус обвязки рекомендуется делать шире в 1,5 раза, чем боковые стойки.
Филенка вставляется в специальный паз, который выбирается в обвязке с помощью фрез.
Довольно часто для более надежной фиксации филенки используют штапики (накладки), наколачиваемые сверху.
Сами филенки могут быть изготовлены из цельного куска фанеры или собраны из досок, склеенных столярным клеем.
Изготовление филенчатых дверей
Для изготовления дверей можно использовать фрезер с фигурной фрезой.
Фрезер закрепляется в самодельном станке, представляющем собой верстак с отверстием посередине и закрепленным с помощью струбцин упором, с помощью которого можно регулировать глубину обработки филенок:
Для настройки толщины края филенки можно использовать небольшой обрезок древесины:
После пробной обработки его следует примерить к пазу, выбранному в обвязке, в который и будут вставляться готовые изделия. Если толщина соответствует, то можно приступать к изготовлению филенок.
Готовые филенки вставляют в обвязку и с помощью киянки заколачивают в паз так, чтобы соединение получилось плотным и филенки не болтались:
Собранную дверь шлифуют с помощью шлифмашинки или специальной насадки для дрели, как показано на фото ниже:
Шлифовка позволяет выигрышно подчеркнуть текстуру древесины и убрать лишние неровности и заусенцы.
После того, как все детали двери тщательно подогнаны друг к другу и отшлифованы, переходят к склеиванию всех элементов в единое целое.
Для этого дверь снова разбирают, все соединительные пазы промазывают столярным клеем, собирают и сжимают с помощью специальных струбцин. После чего оставляют на несколько часов для просушки.
После того, как клей высохнет, можно приступать к установке двери.
Готовую дверь покрывают антисептиками, предотвращающими гниение и поедание древесины насекомыми, а также антипиренами, противодействующих горению древесины.
После этого дверь красят морилкой, чтобы придать красивый оттенок и наносят лак, предохраняющий древесину от проникновения влаги.
Видео изготовления филенчатой двери ручным фрезером вы можете посмотреть ниже:
Последние публикации:
Филенки для рамочных дверей
Филенки для рамочных дверей могут быть
дощатые, из фанеры или из твердых древесно-волокнистых и
древесно-стружечных плит. Дощатая филенка представляет собой
Дощатая филенка представляет собой
щит, склеенный из отдельных досок. Толщина дощатых филенок 22
мм.
При проектировании и строительстве жилых и гражданских зданий
ГОСТ 6629-58 допускалось изготовление и применение филенчатых
дверей до января 1960 г., а в дальнейшем рекомендованы гладкие
деревянные двери щитовой конструкции как наиболее экономичные и
удобные в эксплуатации. Однако при наличии в настоящее время
большого количества филенчатых дверей в жилых и гражданских
зданиях и учитывая, что еще
довольно продолжительное время необходимо
будет производить как замену отдельных полотен, так и ремонт их,
столяр должен знать технологию их изготовления.
При изготовлении наплавной филенки в щите отбирают по периметру
профиль на фрезерном станке. До сборки обе пласта щита должны
быть прошлифованы.
Изготовление филенки из фанеры значительно проще. Для этого из
фанеры вырезают по размеру филенки и шлифуют.
Из древесно-волокнистых плит филенка получается после их раскроя
на заготовки требуемых размеров.
Рис. 516. Соединение филенок с обвязкой в дверных
полотнах:
а — в паз с простой калевкой, б — в паз с окладными калевками, в — на
полуторцовую рейку с окладными калевками, г — в рамку
Филенки вставляют в пазы, выбранные во
внутренних кромках обвязок и средников (рис. 516).
Иногда бруски обвязки изготовляют прямоугольными с пазом, а для
украшения вставленную филенку обкладывают с обеих сторон рейками
с отобранной калевкой. Эти рейки — окладные калевки — крепят к
обвязке тонкими гвоздями — шпильками.
Филенчатые двери могут иметь две, три и более филенок в одном
полотне (рис. 517).
Рис. 517.
Двупольная филенчатая дверь: а — общий вид, б — верхний узел, в
— средний узел, г — нижний узел
Большинство деталей, как например, вертикальные бруски обвязки,
вертикальные средники, обычно по ширине не раскраивают, так как
их заготовляют по размеру в лесопильном цехе. Если детали
изготовляют из необрезного пиломатериала, то необходимо
произвести раскрой по ширине.
Сучки в заготовках заделывают до строгания. Не разрешается
заделывать сучки на профильной части, в местах соединения
брусков, прирезки дверных приборов и в наружных дверях. Стоемные
бруски глухих дверных полотен строгают сначала с одной стороны —
лицевой на фуговальном станке, а затем обрабатывают остальные
три стороны одновременно на четырехстороннем станке.
На одной кромке отбирают шпунт под филенку и калевку, а другую
кромку строгают прямыми ножами. Для полусветлых дверей в
стоемных брусках шпунт не выбирают. Шпунт для филенки и четверть
для вставки стекла отбирают на фрезерном станке. Гнезда под шнпы
долбят на цепнодолбежном станке.
Верхние горизонтальные бруски изготовляют в большинстве случаев
в кратных размерах. Бруски зашиповывают на двухсторонних
шипорезных станках.
Нижний горизонтальный брусок имеет ширину до 300- 400 мм,
поэтому его приходится склеивать из нескольких брусков. Бруски
делают с припуском на строгание.
После раскроя и заделки сучков бруски поступают на фуговальный
станок для фугования пласти и кромки, затем их склеивают на
конвейерно-клеильной вайме. Склеенные щитки для нижнего бруска
Склеенные щитки для нижнего бруска
выдерживают в цехе в течение 24 час., затем
опиливают на круглопильном станке с кареткой по периметру в
размер. После опиливания бруски строгают на рейсмусовом станке с
двух сторон. Нижний брусок должен быть абсолютно чистым, не
иметь заколов, непрострожки и вырывов. Простроганный нижний
брусок поступает на шипорезный станок для зашиповки. Отборка
шпунта, калевки, выборка потемка производится на фрезерном
станке. Средние вертикальные бруски обрабатывают так же, как
стоемные бруски.
Для средних вертикальных брусков могут быть использованы
отбракованные стоемные бруски.
Рис 518. Притворы дверей и типы притворных планок (нащельников)
Угловые соединения обвязок и соединения средников с обвязками
выполняют одинарными или двойными сквозными шимми на клею и
закрепляют нагелями.
Угловые и срединные соединения обвязок дверных полотен при
толщине брусков от 44 до 54 мм выполняют на два шипа, а при
толщине брусков свыше 54 мм — на три шипа.
Филенки в дверях могут быть заменены стеклами. В этом случае в
рамки филенок вставляют горбыльки для укрепления в них стекол.
В двупольной двери образуемую между двумя полотнами щель —
притвор закрывают с обеих сторон нащельниками, называемыми
иногда губками, притворными планками или шта-пиками (рис. 518).
Иногда притвор оформляют без нащельни-ка с выборкой четверти,
которая маскирует щель в притворе. Открывающиеся в обе стороны
двери не имеют нащельников, а притвор их оставляют с зазором 5
мм.
Для предохранения нижнего бруска обвязки дверного полотна от
порчи при ударе ногой к нему прибивают защитный брусок —
плинтус, а на входных дверях обивают цветным листовым металлом
или слоистым пластиком.
Дверь своими руками из дерева. Как сделать с инструкцией и фото
Двери в нашем доме словно клапана в системе водоснабжения. Если надо, то можно пропускать кого-то или что-то, если нет, то само собой ограничивать. Скажем поступление воздуха, тепла, а может даже и нежеланных посторонних. .. Так вот конструкция двери на само деле очень проста и сложна одновременно. Вроде как что там такого, подвесная на петлях хлопушка!? Открывай — закрывай, ничего особенного!
.. Так вот конструкция двери на само деле очень проста и сложна одновременно. Вроде как что там такого, подвесная на петлях хлопушка!? Открывай — закрывай, ничего особенного!
Но если все же попробовать сделать дверь самому, то тут надо умения, знания и все же какие-то навыки. Именно как раз подобную полезную информацию мы и постараемся вам предоставить в нашей статье.
На бытовом уровне основными материалами из которых изготавливаются двери являются дерево и металл. Соответственно их классифицируют на деревянные двери и металлические.
По количеству полотен двери и деревянные и металлические, делятся на двери с одним полотном, на полуторные двери и двери с двумя полотнами. То есть фактически они могут быть разной ширины, для разных проемов.
Далее двери могут различаться и по конструкции:
— двери со шпонками;
— филенчатые двери;
— щитовые двери;
— двери из массива древесины.
Теперь разберем несколько примеров изготовления подобных дверей.
Деревянная филенчатая дверь своими руками
Мы хотим рассказать вам о том, как изготовить вот такую филенчатую дверь. Первая фотография – лицевая сторона,
Первая фотография – лицевая сторона,
вторая фотография – обратная сторона двери.
Почему они различаются? К обратной стороне двери будет крепиться утеплитель, поэтому беспокоиться о ее дизайне нет необходимости.
Дверь стандартного размера – коробка 200х90 см, собственно, дверь – 192х82 см. Для изготовления двери используются доски 50х110 мм. Будет использовано пять филенок из цельного массива дерева или клееного массива.
Первый этап – это изготовление каркаса двери. Боковины отрезаются по 192 см, а поперечины 72 см (учитываем соединение «шип-паз» — 5-6 см — и оставшуюся ширину боковин). Вырезаются пазы и шипы, соединяются и должен получится вот такой каркас.
Для того, чтобы увеличить прочность двери, в вертикальных боковинах высверливаются отверстия под шканты, которые проходят через шипы поперечин.
Второй этап, это изготовление филенок. Сложная и ответственная операция. В этот же этап входит и подготовка каркаса под установку филенок. Фрезой на полотне каркаса вырезаются пазы под установку филенок.
Фрезой на полотне каркаса вырезаются пазы под установку филенок.
Затем готовятся сами филенки.
Конечно, желательно использовать цельные куски дерева, тогда филенка получится более красивой.
Затем филенки вставляются в каркас двери. С обратной стороны они должны быть установлены заподлицо с каркасом двери, чтобы лист ДВП лег плотно к двери.
И последнее. Прибивается лист ДВП. Мы получили, что хотели – филенчатую дверь. Еще один вариант изготовления двери.
Псевдофиленчатая дверь своими руками
Эта дверь выполнена несколько в необычном исполнении. Прежде всего по конструкции. Ведь в ней есть задатки филенчатой двери и в то же время щитовой. Ее трудно классифицировать к какому типу она относится, но собственно это возможно и не важно. Ведь дверь выполняет свои основные функции, а это наиболее важно!
Итак, для двери требуются доски из которых будет собрана рама.
Между собой доски скрепляем на шканты. Само собой проклеиваются.
Как-то так.
Рама декорируется путем изменение рельефа внутреннего окна. Для этого используется болгарка и абразивный круг.
С другой стороны на раму пришивается вагонка и обрамляется рамкой.
В итоге красится.
Подвешиваем на место.
В качестве оригинальной детали двери можно изготовить также и самодельную ручку.
Вот так она будет смотреться на своем месте.
дверей | ХОМАГ
Мы предлагаем отдельные машины и полностью взаимосвязанные системы для каждого этапа процесса, от резки сырья до размера и вплоть до упаковки.
От 3 до 3000 дверей в смену. От противопожарных и звуконепроницаемых дверей до обычных межкомнатных дверей. Будь то филенчатые двери массивные, шпонированные или с пленочным покрытием, или дверное полотно состоит из трех, пяти и более наполнителей. Диапазон вариантов и геометрий практически не ограничен.
Диапазон вариантов и геометрий практически не ограничен.
Технологии промышленных предприятий
Мы предлагаем чрезвычайно экономичные, высокопроизводительные установки и системы для производства дверных элементов, от создания заготовки до упаковки и полностью объединенной в сеть системы.
Производство дверных полотен
Используйте наши станки для производства от 30 до более 1000 дверей за смену. Степень автоматизации зависит от требуемых размеров партии. Центральная система управления подготавливает данные и отслеживает детали в процессе производства.
Независимо от того, какие дверные полотна и какое количество вы хотите производить, мы будем работать вместе, чтобы найти правильное решение, отвечающее вашим потребностям.
Полностью объединены в сеть — от раскроя до упаковки
- Производительность и функции наших станков:
- Резка сырья в размер
- Подготовка шпона
- Производство заготовок дверных полотен
(изготовление промежуточных слоев, сборка, резка) склеивание, прессование) - Формат/обработка кромок
- Шлифовка/окраска
- Обработка замков/петлей
- Обрезка/вырез
- Автоматизированная обработка на всех станциях обработки
- Упаковка
Производство дверных коробок 7
Независимо от того, хотите ли вы производить окружающие рамы или блочные рамы, мы можем разработать правильное решение, адаптированное к вашим требованиям.
Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.- Загрузка
- Резка сырья в размер
- Производство подступенков
(профилирование, покрытие/обертка, прямое постформирование) - Производство панельных кронштейнов
(обвязка молдингов, профилирование, покрытие/обмотка кронштейнов)
Рамы оберточных блоков
- Обработка концов, петель и ответных планок, включая сборку
- Упаковка
- Штабелирование/укладка на поддоны
 Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.
Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.Производство дверных полотен – до 1200 деталей в смену
Дверь после продольной обработки
Фальц с толстой кромочной склейкой
Постформинг в дверной забастовке
Обрезка радиуса на фальце
Обработка дверей с помощью технологии ЧПУ
Стационарная технология предлагает специальные решения для конкретных применений, таких как приклеивание шпунта для шпонированных кромок. Кроме того, стационарная технология предлагает форматирование и профилирование, вплоть до оконных вырезов и обработки креплений, и, наконец, обработку поверхности с помощью копиров.
Кроме того, стационарная технология предлагает форматирование и профилирование, вплоть до оконных вырезов и обработки креплений, и, наконец, обработку поверхности с помощью копиров.
Технология ЧПУ: идеальное решение начального уровня
- Подходит для обработки дверных панелей и рам
- Возможность работы в нескольких местах и попеременно
- Свободная конфигурация инструментов и узлов обеспечивает высокую гибкость
- Широкий выбор устройств смены инструмента, стола конструкции и зажимное оборудование
- Ручная подача дверных панелей, напр.г. с помощью вакуумного всасывающего устройства
Технология ЧПУ: решение для специальных применений
- Гибкая обработка дверных створок
- Использование в взаимосвязанных линиях или с автоматическим перемещением
- Компактная конструкция
- Опция встроенной очистки заготовки
- Автоматизированная работа, например. с идентификацией штрих-кода
- Возможность гибкой обработки размеров панелей с учетом размеров и профилей
- Обработка оконных вырезов Plus
Технология ЧПУ: полностью автоматизированные высокотехнологичные решения
- До четырех обрезных шпинделей с технологией HSC и 28 кВт, плюс пятиосевая обработка
- Полностью автоматическое позиционирование всасывающего устройства, подходящее для широкого диапазона геометрии заготовок
- Автоматическое перемещение (автоматическое производство)
- Встроенное устройство для очистки заготовок
- Отсутствие опасности столкновения со станком во время перемещения благодаря для разделения областей подачи и обработки
- Возможна шестисторонняя обработка благодаря встроенному токарному станку
- Автоматическое создание программ и подключение к ERP и/или системам управления производством
Обработка дверного полотна с помощью автоматического роботизированного манипулирования
Как делают качественные двери и что оценивать
Следуйте нашему производственному процессу
Контроль качества является важной частью производственного процесса в Eight Doors. Установление стандарта необходимо для безопасного производства всего самого высокого качества.
Установление стандарта необходимо для безопасного производства всего самого высокого качества.
Наличие стандартов гарантирует, что желаемые характеристики (качество, безопасность, надежность, эффективность, взаимозаменяемость и экологическая ответственность) наших дверей доступны для наших клиентов по экономичной цене.
Покупая продукт с контролем качества, вы получаете немедленное подтверждение качества, эффективности и безопасности этого продукта.
Чтобы определить важность контроля качества, мы представим некоторые тесты, которые проводятся для нашей продукции. Удивительно, как много делается с дверью, прежде чем она достойна быть доставленной в ваш дом. Разнообразие пройденных тестов поистине невероятно!
Каковы оцениваемые характеристики продуктов?
Не вдаваясь слишком глубоко в технические термины, мы уточним некоторые требования при оценке характеристик двери и соответствующей классификации деревянных дверей для зданий в зависимости от уровня производительности, использования и использования.
- Размеры и допуски
- Внешний вид
- Стандарты идентификации продукции
- Стандарты конструкции продукции
- Определение конкретных требований: влажность, температура, акустическая защита, деформация и другие.
- Стандарты эксплуатационных характеристик изделия
- Вертикальная нагрузка
- Статическое скручивание
- Удары мягким телом
- Удары твердым телом
- Сопротивление закрытию при наличии препятствия иммобилизованные углы
- Прочность на изгиб
- Сопротивление резкому закрытию
- Циклы открывания и закрывания
- Использование в движении
- Усилие открывания и закрывания створки
- Воздействие на дверную ручку
- Сопротивление1 воздействию воды,2 на ключи 9002 тепло и влажность.
Тестов больше, чем вы можете себе представить! Еще один момент, который стоит упомянуть в этом контроле качества, — это количество раз, когда двери подвергаются испытаниям циклов открывания и закрывания .
Двери не просто открываются или закрываются пару раз, мы тестируем их более 20 000 раз!
Чтобы действительно проверить качество, эффективность и безопасность каждой произведенной двери, все тесты, проводимые с дверьми, подвергаются многократному повторению.Мы делаем это, чтобы предоставить вам дверь, которая будет выдерживать ежедневный износ в течение многих лет! Это неотъемлемая часть нашего производственного процесса, потому что мы заботимся о долговечности наших дверей.
Соответствие CARB II
Калифорнийский совет по воздушным ресурсам (CARB) II — это строгий стандарт выбросов формальдегида от композитных изделий из древесины, включая HWPW, PB и MDF. Формальдегид — это токсичное органическое соединение, которое необходимо для изготовления многих изделий из дерева.Чаще всего он используется для изготовления клеящих смол в композитных деревянных изделиях. Формальдегид безвреден в небольших количествах (он даже естественным образом присутствует в организме человека) и, вероятно, уже присутствует в большинстве деревянных предметов интерьера в вашем доме.
Формальдегид создает проблемы только в высоких концентрациях. Единственный способ гарантировать, что деревянные изделия в вашем доме не будут насыщать воздух формальдегидом, — убедиться, что изделие соответствует требованиям CARB II. Все продукты EightDoor соответствуют требованиям CARB II и не выделяют никаких соединений, которые могут быть токсичными для вашей семьи.
Устойчивое развитие
Наши двери изготавливаются из сертифицированной древесины, то есть мы не используем древесину;
• Районы, где нарушены гражданские и традиционные права;
• Леса высокой природоохранной ценности;
• Генетически модифицированные леса;
• Незаконно эксплуатируемые участки леса;
• Районы, на которых естественный лес превращается в плантации.
Вся наша древесина поступает из возобновляемых лесных ферм.Когда деревья вырубают, на их место высаживают новые деревья. Мы с гордостью заявляем, что не поддерживаем неэтичные экологические и социальные практики, когда используем наши материалы. Высококачественные продукты должны поступать из высококачественных источников, учитывающих долговечность окружающей среды. Мы уверены в происхождении наших материалов, поэтому вы можете быть уверены, что получаете лучшую дверь для себя и своих близких.
Высококачественные продукты должны поступать из высококачественных источников, учитывающих долговечность окружающей среды. Мы уверены в происхождении наших материалов, поэтому вы можете быть уверены, что получаете лучшую дверь для себя и своих близких.
Наш производственный процесс отличается уникальной экологичностью: древесные отходы, которые не используются в наших дверях, используются для производства энергии для питания нашего завода.Это создает устойчивый энергетический цикл, которым мы очень гордимся!
Преимущества для клиентов и бизнеса
Для клиентов эти тесты и сертификаты дают преимущество в получении высококачественной продукции, легкости в деловых отношениях, большей удовлетворенности клиентов и душевном спокойствии. Мы гарантируем высокое качество дверей, которые выдержат испытание временем.
Контроль качества с проверкой от начала до конца
Чтобы убедиться, что весь процесс выполняется в соответствии с нашими высокими стандартами, проверки проводятся при поступлении материалов на склад и в течение всего производственного процесса. Конечно, мы проводим окончательную проверку продукции перед ее продажей и отправкой.
Конечно, мы проводим окончательную проверку продукции перед ее продажей и отправкой.
До того момента, как наши двери попадут к вам, проводится множество испытаний, чтобы гарантировать качество, безопасность и эффективность.
Американские модели панельных дверей, производитель
Панельная дверь является наиболее распространенной дверью, которую предпочитают в большинстве стран. Панельные двери — это продукция массового производства, которая имеет преимущества в отношении стандартизации, цены и качества. Хотя моделей и дизайнов не так уж и много, наиболее предпочтительной дверью является американская дверь.Это почему? В основном из-за справедливой цены, быстрой поставки и легкой установки.
Изготовление и серийное производство, эти двери также изготавливаются лакированными. Хотя используются обычные ручки, в этих дверях также часто используются ручки с ручками, которые мы называем гостиничными замками. Как компания Evkap, у нас есть опыт в американском производстве дверей, и мы можем гарантировать вам лучшее качество. Пожалуйста, свяжитесь с нами для получения дополнительной информации об американских дверях.
Пожалуйста, свяжитесь с нами для получения дополнительной информации об американских дверях.
Что такое панельная дверь?
Американская филенчатая дверь – один из самых широко известных типов межкомнатных дверей в мире.Причина в том, что они дешевы, просты в производстве и, самое главное, очень подходят для современных домов.
Его стиль, эстетика и расположение — основные причины, по которым дизайнеры предпочитают его. Отличительной особенностью американской двери является технология изготовления. В процессе производства деревянный каркас с двух сторон обшивается панелями.
Покрытие должно начинаться с нанесения крепкого столярного клея и заканчиваться высокотемпературным прессованием.Филенки – отличительная черта американской двери. В основном они изготавливаются из МДФ (древесноволокнистая плита средней плотности) или ХДФ (специальный тип МДФ). Внутри панелей пространство заполнено специальной сотовой бумажной пленкой.
Такие изделия делают дверь прочной, но в то же время очень легкой и обеспечивают максимальное сопротивление при минимальном количестве материала. Таким образом, эти двери можно легко транспортировать и устанавливать.
Таким образом, эти двери можно легко транспортировать и устанавливать.
Панельная дверь – самый распространенный и известный тип межкомнатных дверей в нашей стране.Причина в том, что они дешевы, просты в производстве и, самое главное, очень хорошо подходят для современных домов.
Их стиль, эстетика и репутация являются основными причинами, по которым их предпочитают домашние дизайнеры. Отличительной особенностью американской двери является технология производства. Деревянный каркас в процессе производства обшивается панелями с обеих сторон.
Покрытие следует начинать с нанесения крепкого столярного клея и заканчивать высокотемпературным прессованием. Филенки являются отличительной чертой американской филенчатой двери.
Этот стиль делает дверь прочной, но при этом очень легкой, что обеспечивает максимальное сопротивление при минимальном количестве материала. Таким образом, эти двери можно легко переносить и устанавливать. Панельные двери имеют множество преимуществ и особенностей. Наиболее отличительными чертами американских дверей являются:
Наиболее отличительными чертами американских дверей являются:
• Долговечность : Как мы упоминали ранее, панельные двери легкие, но прочные. Прессование под высокой температурой и давлением делает дверь очень прочной по сравнению с другими типами межкомнатных дверей.
• Легкость: Панельная дверь выглядит как обшитый деревянными панелями ящик. И эта коробка наполнена сотовой бумагой, которая делает дверь такой легкой и достаточно прочной. Таким образом, дверь очень легко транспортировать и устанавливать.
• Изоляция: Конструкция двери American Panel обеспечивает тепло- и звукоизоляцию. Доказано, что тепло- и звукоизоляция двери очень хорошая. Это делает американскую дверь полезной в школах, холодных местах и везде, где требуется звукоизоляция.• Возможность перемещения в обе стороны: двери
American Panel при желании можно перемещать как внутрь, так и наружу. Вы можете получить желаемую модель двери, сообщив нашим сотрудникам о своих пожеланиях перед заказом.
• Влажность: Американские панельные двери, изготовленные из специальных панелей, являются водостойкими. Другими словами, вы можете использовать эти двери в таких местах, как ванные комнаты и туалеты. Двери практически не боятся влаги. (Конечно, для этой функции важен качественный материал.) Вы можете получить это качество с гарантией Evkap.
• Очистка: Структура материала устойчива к пыли, и дверь очень легко очищается. Вы можете облегчить очистку с помощью мыла и воды. • Производится со стеклом или без него.
Именно эти двери мы можем найти во всех дверных магазинах с самым интенсивным производством и продажами в нашей стране. Детали петель, детали замков, детали ручек производятся стандартно и легко изготавливаются с применением и сборкой. Обычно производится в белом цвете.
Области применения американских дверей
Панельные двери входят в число моделей межкомнатных дверей. Хотя есть некоторые разновидности и другие стили, предназначенные для наружного использования, американские двери подходят для интерьера дома. Их можно использовать в гостиных, спальнях, ванных комнатах, кухнях, поэтому они подходят для всех частей дома. Стиль дверей может варьироваться в зависимости от того, где они используются. Остекленные модели можно предпочесть для гостиных или телевизионных комнат, а вот нестеклянные американские модели дверей стоит отдать предпочтение в спальнях, ванных комнатах и туалетах.Двери прихожей могут быть односторонними или двусторонними в зависимости от высоты и ширины помещения. Двусторонние и стильно выглядящие двери могут подойти для роскошной столовой. На кухне предпочтительнее дверь, которая может двигаться в двух направлениях. Американские двери предпочтительнее в проектах массового жилья, чем в массовом производстве. Так как строительные компании предпочитают стандартные модели во всех квартирах, использовать такой же тип дверей в крупных строительных проектах просто и дешево. При использовании стандартных дверей их обслуживание и ремонт становятся простыми.
Их можно использовать в гостиных, спальнях, ванных комнатах, кухнях, поэтому они подходят для всех частей дома. Стиль дверей может варьироваться в зависимости от того, где они используются. Остекленные модели можно предпочесть для гостиных или телевизионных комнат, а вот нестеклянные американские модели дверей стоит отдать предпочтение в спальнях, ванных комнатах и туалетах.Двери прихожей могут быть односторонними или двусторонними в зависимости от высоты и ширины помещения. Двусторонние и стильно выглядящие двери могут подойти для роскошной столовой. На кухне предпочтительнее дверь, которая может двигаться в двух направлениях. Американские двери предпочтительнее в проектах массового жилья, чем в массовом производстве. Так как строительные компании предпочитают стандартные модели во всех квартирах, использовать такой же тип дверей в крупных строительных проектах просто и дешево. При использовании стандартных дверей их обслуживание и ремонт становятся простыми.
Компания межкомнатных дверей EVKAP — надежный американский производитель дверей, который всегда может помочь вам с вашими потребностями. Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Сколько стоят американские двери?
Цены на американские двери почти вдвое ниже, чем на другие двери по спецзаказу. Например, американские двери дешевле, чем Обычно они выпускаются белого цвета, а также доступны в коричневом и кремовом цветах. Дверь – элемент, повышающий ценность дома и интерьера.По этой причине выбор дверей зависит от вкуса и цены. Американские двери, также называемые деревянными панельными дверями, используются в нашей стране уже много лет и всегда доступны в том же цвете, модели и размере. Установка американских дверей настолько прочна, что такие детали, как ручки и замки, можно использовать годами. Мы производим лучший американский производитель моделей межкомнатных дверей, как EVKAP 70 лет в Турции.
>Для получения дополнительной информации об американских дверях свяжитесь с нами.
Общая информация
Код двери под углом Пояснение
E7500 O . 2 76,2 M [- — — -] —
2 76,2 M [- — — -] —
E7500: Профиль рамы под углом
O: Опция панели/рамы/импоста
-: Профиль внешней кромки (Кромка может быть изменена только для стандартных профилей рамы С квадратом)
1: 1: Количество панелей
-: Удачное формование 60028 -: Декоративные колышки Вариант
-: Палец Палец Вариант
L3: Шарнирный вариант
3: Вставка края отверстия (мм)
76.2: Смещение центра отверстия к верху (мм)
76.2: Смещение центра отверстия к низу (мм)
M: Вариант конструкции соединения под углом
[- — -]: Варианты отделки (цвет отделки / цвет глазури / Тип лака)
-: Обработка
Несколько панелей
Elias Woodwork производит двери под углом с несколькими панелями, используя центральные стойки и поручни. Любая многопанельная угловая дверь не является стандартным производственным изделием, поэтому требует дополнительного времени выполнения заказа и указанной цены.Пожалуйста, свяжитесь с вашим представителем службы поддержки для получения дополнительной информации.
Любая многопанельная угловая дверь не является стандартным производственным изделием, поэтому требует дополнительного времени выполнения заказа и указанной цены.Пожалуйста, свяжитесь с вашим представителем службы поддержки для получения дополнительной информации.
Допуск
Elias Woodwork гарантирует, что деревянные дверцы шкафа имеют допуск по размеру +/- 1 мм. Деформация всегда является фактором с деревянными дверями шкафа. Elias Woodwork гарантирует, что любая дверца или фасад ящика размером менее 24 x 48 дюймов будут иметь допуск на коробление 1/8 дюйма. Дверцы или фасады ящиков размером от 24″x48″ до 24″x72″ будут иметь припуск на коробление ¼». Любые дверцы или фасады ящиков шириной более 24 дюймов или выше 72 дюймов не подлежат короблению.Дверь
Примечание: Это относится к дверям и фасадам ящиков с одной вертикальной фактурной панелью.
Стандарты качества для каждой двери под углом
Каждая дверь:
орбитально и/или вручную отшлифована в каждом профиле панели. Толщина
Толщина
, отшлифованная с обратной стороны наждачной бумагой зернистостью 100, 150 и 180.
орбитальная и/или ручная шлифовка лицевой стороны.
индивидуально проверяются на качество и обеспечивают правильные углы и гладкость.
Расчет минимального размера угловых дверей
Для массивных панельных угловых дверей и фасадов ящиков
(Ширина стойки/рельса x 2) + (выступ профиля панели x 2) + 1/2”
Для фанерных панельных дверей и фасадов ящиков
(Ширина стойки / рельса x 2) + 1 дюйм
Панельные двери — Подержанное оборудование для выращивания грибов, выращивания грибов
* указывает на необходимость
CountryUnited Штаты AmericaAaland IslandsAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua И BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCook IslandsCosta RicaCote D’IvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard и Mc Donald IslandsHondurasHong KongHungaryIcelandIndiaInd onesiaIranIraqIrelandIsraelItalyJamaicaJapanJersey (Нормандские острова) JordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и GrenadinesSamoa (Independent) Сан MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия и Южные Сандвичевы островаЮг КореяЮжный СуданИспанияШри-ЛанкаSt. ЕленаСв. Пьер и MiquelonSudanSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks & Кайкос IslandsTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUruguayUSA Экваторияльная IslandsUzbekistanVanuatuVatican City State (Святой Престол) VenezuelaVietnamVirgin острова (Британские) Виргинские острова (США) Уоллис и Футуна IslandsWestern SaharaYemenZaireZambiaZimbabwe
ЕленаСв. Пьер и MiquelonSudanSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks & Кайкос IslandsTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUruguayUSA Экваторияльная IslandsUzbekistanVanuatuVatican City State (Святой Престол) VenezuelaVietnamVirgin острова (Британские) Виргинские острова (США) Уоллис и Футуна IslandsWestern SaharaYemenZaireZambiaZimbabwe
Masonite открывает линию по производству межкомнатных дверей; Файлы Форма 10 – Журнал DWM
Тампа, Флорида.Masonite® International Corp. недавно открыла завод по производству дверей площадью 200 000 квадратных футов в Дании, Южная Каролина, с полностью автоматизированной производственной линией. По словам Masonite, благодаря своей передовой технологии автоматизации производственное предприятие в Дании поможет компании улучшить качество и безопасность продукции, а также быстрее поставлять свои межкомнатные двери для жилых помещений на юго-восточный рынок.
Автоматизированный завод Masonite оснащен станцией проверки дверных ласт.
«Компании Masonite понравилось работать со многими талантливыми и преданными своему делу людьми, которые воплотили в жизнь это предприятие нового поколения, — говорит исполнительный вице-президент по операциям Глен Коултер.«Полностью автоматизированная производственная линия позволяет Masonite изготавливать дверь за считанные минуты, на что раньше уходило до шести и более часов. И все это при найме дополнительных людей. К концу года Masonite планирует нанять 200 человек на нашем предприятии в Дании».
Инвестиции Masonite в технологии в размере более 14 миллионов долларов США являются прямым ответом на меняющиеся требования клиентов. Ожидаемое время выполнения заказа изменилось, и теперь запасы оборачиваются максимально быстро, по словам компании. В заявлении компании говорится, что полностью автоматизированная производственная линия для межкомнатных дверей дает Masonite возможность сократить время процесса и при работе на полную мощность, а также даст Masonite возможность производить значительно больше внутренних дверей для жилых помещений, чем типичный завод с ручным управлением.
«На изготовление двери вручную может потребоваться до шести и более часов. Автоматическая линия может изготовить дверь за считанные минуты», — рассказывает Коултер DWM . «Автоматизация устраняет изменчивость ручного процесса, что позволяет Masonite постоянно производить продукцию более высокого качества. А поскольку ни один человек не прикасается ни к одному компоненту, кроме ядра, безопасность сотрудников значительно повышается».
Ожидается, что более 70% внутренних дверей из гнутых панелей будут производиться на автоматизированной линии на новом предприятии Masonite.Дверь Masonite Safe ‘n Sound® с запатентованной технологией DorCor™ и другие двери со сплошным сердечником, а также двустворчатые двери Masonite будут по-прежнему производиться на ручных линиях.
Masonite является членом сообщества Дании с октября 2010 года, когда она приобрела производственное предприятие Lifetime Door площадью 175 000 квадратных футов на Мэйфилд-стрит. Во время приобретения компания Masonite определила, что завод нуждается в значительных новых инвестициях, учитывая производственные достижения и изменения на рынке дверей для жилых помещений с момента его первоначального строительства в 1963 году. Решение о расширении и обновлении предприятия в Дании имело смысл для Masonite на многих уровнях. Стратегические партнеры штата и сообщества, отличная местная рабочая сила и близость к автомагистралям I-95 и I-20 были ключевыми факторами в решении Masonite инвестировать в Южную Каролину.
Решение о расширении и обновлении предприятия в Дании имело смысл для Masonite на многих уровнях. Стратегические партнеры штата и сообщества, отличная местная рабочая сила и близость к автомагистралям I-95 и I-20 были ключевыми факторами в решении Masonite инвестировать в Южную Каролину.
Кроме того, компания подала заявление о регистрации по форме 10 в Комиссию по ценным бумагам и биржам США, чтобы зарегистрировать свои обыкновенные акции в соответствии с Законом о фондовых биржах от 1934 года. В связи с регистрацией компания подала заявку на листинг своих обыкновенных акций. акции на Нью-Йоркской фондовой бирже под тикером «DOOR.Компания Masonite ранее подала регистрационное заявление по форме S-1 в Комиссию по ценным бумагам и биржам США в связи с предлагаемым первичным публичным предложением своих обыкновенных акций на сумму 150 миллионов долларов в соответствии с Законом о ценных бумагах 1933 года. Компания намерена отозвать регистрационное заявление по форме S-1. Заявление, когда Заявление о регистрации по форме 10 и листинг на NYSE вступят в силу.
«Учитывая сильный баланс Masonite и перспективы будущего роста, компания решила зарегистрироваться в соответствии с Законом 1934 года и разместить акции Компании на Нью-Йоркской фондовой бирже без одновременного размещения акций», — говорит Марк Эрцег, финансовый директор и исполнительный вице-президент. .
«Это действие согласуется с желанием, выраженным нам значительной частью нашей базы акционеров, чтобы они были в состоянии сохранить свои существующие позиции собственности до того, что многие экономисты ожидают, что будет многолетнее, многоступенчатое восстановление в Рынки жилья и строительства в США», — добавляет Фред Линч, президент и главный исполнительный директор.
Эта статья взята из бесплатного электронного информационного бюллетеня журнала Door and Window Market [DWM] , в котором освещаются последние новости индустрии дверей и окон.Нажмите ЗДЕСЬ, чтобы зарегистрироваться — плата не взимается. Заинтересованы в более глубоком погружении? Доступна бесплатная подписка на журнал [DWM] в печатном или цифровом формате. Подпишитесь бесплатно ЗДЕСЬ.
Подпишитесь бесплатно ЗДЕСЬ.
Какова история стиля приподнятых панельных дверей?
Даже если вы не можете представить себе дверцу шкафа с приподнятой панелью, вы наверняка видели ее вживую. Они уже много лет используются в кухнях, ванных комнатах, офисах и любых помещениях, где нужны шкафы, часто для стильного или даже ошеломляющего эффекта.
Нас часто спрашивают об этом стиле шкафа, от того, как сделать дверцы шкафа с приподнятыми панелями, до того, где их лучше всего повесить? Все это замечательные вопросы, но мы хотели ответить еще на один — откуда взялся стиль дверей с приподнятыми панелями?
Что такое шкафы с приподнятыми панелями?
Прежде чем мы углубимся в предысторию, давайте установим, что мы имеем в виду, когда говорим «фальшпанельные двери шкафа». Большинство дверей шкафов, которые вы видите, используют стиль «рама и панель», то есть они имеют раму из четырех досок, окружающих плоскую деревянную панель.Если панель плоская — например, в стиле шейкера — она называется «утопленной панелью». Она становится так называемой «приподнятой панелью», когда центральная часть панели находится на одном уровне с рамой.
Она становится так называемой «приподнятой панелью», когда центральная часть панели находится на одном уровне с рамой.
Для тех, кто интересуется, как сделать дверцы шкафа с фальшпанелями, это зависит от того, кого вы спросите. Мелкие мастера и домашние мастера по дереву могут использовать ручные инструменты, чтобы аккуратно вырезать часть панели, чтобы нетронутая часть выглядела приподнятой. Чаще столяры используют фрезерные станки, чтобы быстро сделать определенные участки панели тоньше.В Cabinetdoors.com мы используем компьютеризированное деревообрабатывающее оборудование, чтобы гарантировать, что каждая дверь, которую мы делаем, имеет точные размеры и стабильное качество. Меньше работы выполняется вручную, чем раньше, но в результате изготовленные на заказ двери шкафа с фальшпанелью объективно лучше.
Чем привлекательны двери шкафа с приподнятыми панелями?
Эти двери не новое изобретение, так почему же они так долго остаются популярными? Главным образом потому, что приподнятая панель придает этим дверям дополнительный уровень детализации, не говоря уже о динамическом элементе дизайна, который добавляет глубину и размер поверхности шкафа. По всем этим причинам дверцы шкафов с приподнятыми центральными панелями кажутся многим людям более изысканными и высококлассными. Люди часто выбирают двери с утопленными панелями, потому что они выглядят чистыми и гладкими, а с выступающими панелями все наоборот. Они привлекают к себе внимание, улучшают внешний вид шкафов и вносят значительный вклад в общий дизайн помещения. Неудивительно, что они стали популярными в качестве замены дверцы шкафа для людей, которые ищут что-то заметно более приятное, чем то, что у них есть сейчас.
По всем этим причинам дверцы шкафов с приподнятыми центральными панелями кажутся многим людям более изысканными и высококлассными. Люди часто выбирают двери с утопленными панелями, потому что они выглядят чистыми и гладкими, а с выступающими панелями все наоборот. Они привлекают к себе внимание, улучшают внешний вид шкафов и вносят значительный вклад в общий дизайн помещения. Неудивительно, что они стали популярными в качестве замены дверцы шкафа для людей, которые ищут что-то заметно более приятное, чем то, что у них есть сейчас.
Какова история приподнятого панельного шкафа?
Датировать самую первую дверь шкафа с приподнятой панелью сложно, учитывая, что определения «шкафа», «двери» и «приподнятой панели» являются предметом споров среди историков дизайна. При этом двери с приподнятыми панелями, о которых мы обычно думаем, не существовали по крайней мере до 1920-х годов. На самом деле, кухонных шкафов, какими мы их знаем, до этого не существовало.
На протяжении большей части истории кухонные принадлежности, от посуды до кладовой, хранились в отдельно стоящих шкафах. В 19 веке кухня часто представляла собой только плиту, раковину и кухонный стол, а большинство других вещей хранилось в другом месте.
В 19 веке кухня часто представляла собой только плиту, раковину и кухонный стол, а большинство других вещей хранилось в другом месте.
Дизайн начал меняться к концу того века, во многом благодаря усилиям Кэтрин Бичер, сестры писательницы и аболиционистки Гарриет Бичер-Стоу. Увидев умные решения для хранения на камбузной кухне на речном судне, она представила себе домашнюю кухню, оптимизированную для ежедневного использования, избавляющую от рутинной работы по приготовлению пищи и уборке.
Потребовались годы, чтобы ее идеи прижились, и они развивались благодаря вкладу поведенческих психологов, дизайнеров интерьеров и бесчисленных домашних поваров. К 1920-м годам родилась «встроенная» кухня, а также наша современная концепция дверей шкафов.
Примерно в то же время достижения в области деревообрабатывающего оборудования и производства дверей для шкафов ответили на вопрос, как производить двери для кухонных шкафов с фальшпанелями в больших объемах и с высоким качеством. Эти достижения в сочетании с публикой, которая стремилась похвастаться своими новыми пространствами, создали необходимый спрос и предложение для распространения этого стиля на кухнях по всей стране.С тех пор фальш-панели стали популярны. На данный момент они являются такой большой частью истории и стиля дизайна шкафов (и дизайна интерьера в целом), что трудно представить, что они когда-либо станут непопулярными.
Эти достижения в сочетании с публикой, которая стремилась похвастаться своими новыми пространствами, создали необходимый спрос и предложение для распространения этого стиля на кухнях по всей стране.С тех пор фальш-панели стали популярны. На данный момент они являются такой большой частью истории и стиля дизайна шкафов (и дизайна интерьера в целом), что трудно представить, что они когда-либо станут непопулярными.
Изготовление на заказ дверей шкафа с приподнятыми панелями в популярных стилях
Добавьте стильный штрих в свой дом с дверцами шкафа с приподнятыми панелями от Cabinetdoors.com. Закажите двери шкафа-купе уже сегодня! Если у вас есть какие-либо вопросы, свяжитесь с нами.
.